
Page 22 - TyphoonOsawa
P. 22
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
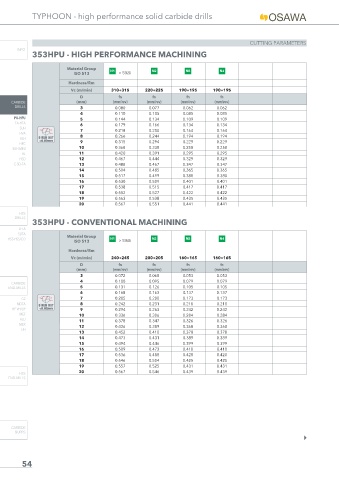
353HPU - HIGH PERFORMANCE MACHINING
Material Group N1 N2 N3 N4
ISO 513 > 5%Si
Hardness/Rm
Vc (m/min) 310÷315 220÷225 190÷195 190÷195
D fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.080 0.077 0.062 0.062
4 0.110 0.105 0.085 0.085
PU-HPU 5 0.144 0.134 0.109 0.109
TA-HTA
6 0.179 0.166 0.134 0.134
SUH
7 0.218 0.200 0.164 0.164
HVA
ALH Ø RUN OUT 8 0.266 0.244 0.194 0.194
<0.02mm 9 0.315 0.294 0.229 0.229
HRC
SUH MINI 10 0.368 0.338 0.258 0.258
HL 11 0.420 0.391 0.295 0.295
HSD 12 0.467 0.444 0.329 0.329
C-SD-TA 13 0.488 0.467 0.347 0.347
14 0.504 0.485 0.365 0.365
15 0.517 0.499 0.380 0.380
16 0.530 0.509 0.401 0.401
17 0.538 0.515 0.417 0.417
18 0.552 0.527 0.422 0.422
19 0.563 0.538 0.435 0.435
20 0.567 0.551 0.441 0.441
HSS
DRILLS
353HPU - CONVENTIONAL MACHINING
LFTA
SUTA
Material Group
HSS-HSS/CO N1 N2 N3 N4
ISO 513 > 5%Si
Hardness/Rm
Vc (m/min) 240÷245 200÷205 160÷165 160÷165
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.072 0.068 0.053 0.053
4 0.100 0.095 0.079 0.079
CARBIDE
END-MILLS 5 0.131 0.126 0.105 0.105
6 0.168 0.163 0.137 0.137
G2 7 0.205 0.200 0.173 0.173
MDTA 8 0.242 0.231 0.210 0.210
Ø RUN OUT
HF VH/UP <0.02mm 9 0.294 0.263 0.242 0.242
MEF 10 0.336 0.306 0.284 0.284
ALU
11 0.378 0.347 0.326 0.326
MEX
12 0.426 0.389 0.368 0.368
UH
13 0.452 0.410 0.378 0.378
14 0.473 0.431 0.389 0.389
15 0.494 0.446 0.399 0.399
16 0.509 0.473 0.410 0.410
17 0.536 0.488 0.420 0.420
18 0.546 0.504 0.425 0.425
19 0.557 0.525 0.431 0.431
20 0.567 0.546 0.439 0.439
HSS
END-MILLS
CARBIDE
BURRS
54