
Page 21 - TyphoonOsawa
P. 21
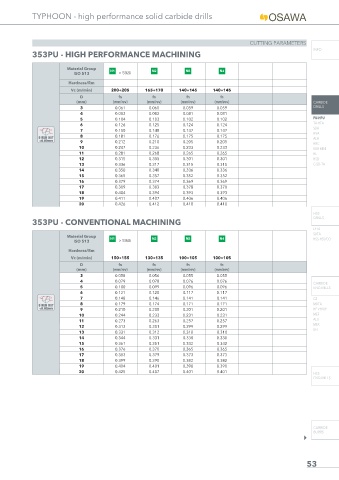
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
353PU - HIGH PERFORMANCE MACHINING
Material Group N1 N2 N3 N4
ISO 513 > 5%Si
Hardness/Rm
Vc (m/min) 200÷205 165÷170 140÷145 140÷145
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
3 0.061 0.060 0.059 0.059 DRILLS
4 0.083 0.082 0.081 0.081
5 0.104 0.103 0.102 0.102 PU-HPU
TA-HTA
6 0.126 0.125 0.124 0.124
SUH
7 0.150 0.148 0.147 0.147
HVA
8 0.181 0.176 0.175 0.175
Ø RUN OUT ALH
<0.02mm 9 0.212 0.210 0.205 0.205
HRC
10 0.247 0.236 0.233 0.233 SUH MINI
11 0.281 0.268 0.265 0.265 HL
12 0.315 0.305 0.301 0.301 HSD
13 0.336 0.317 0.315 0.315 C-SD-TA
14 0.350 0.340 0.336 0.336
15 0.365 0.357 0.352 0.352
16 0.379 0.374 0.369 0.369
17 0.389 0.383 0.378 0.378
18 0.404 0.394 0.393 0.393
19 0.411 0.407 0.406 0.406
20 0.426 0.412 0.410 0.410
HSS
DRILLS
353PU - CONVENTIONAL MACHINING
LFTA
SUTA
Material Group N1 N2 N3 N4
ISO 513 > 5%Si HSS-HSS/CO
Hardness/Rm
Vc (m/min) 150÷155 130÷135 100÷105 100÷105
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.058 0.056 0.055 0.055
4 0.079 0.078 0.076 0.076
CARBIDE
5 0.100 0.099 0.096 0.096 END-MILLS
6 0.121 0.120 0.117 0.117
7 0.148 0.146 0.141 0.141 G2
8 0.179 0.174 0.171 0.171 MDTA
Ø RUN OUT
<0.02mm 9 0.210 0.208 0.201 0.201 HF VH/UP
10 0.244 0.233 0.231 0.231 MEF
ALU
11 0.273 0.263 0.257 0.257
MEX
12 0.313 0.301 0.299 0.299
UH
13 0.331 0.312 0.310 0.310
14 0.344 0.331 0.330 0.330
15 0.361 0.351 0.342 0.342
16 0.376 0.370 0.365 0.365
17 0.383 0.379 0.373 0.373
18 0.399 0.390 0.382 0.382
19 0.404 0.401 0.390 0.390
20 0.425 0.407 0.401 0.401
HSS
END-MILLS
CARBIDE
BURRS
53