
Page 19 - TyphoonOsawa
P. 19
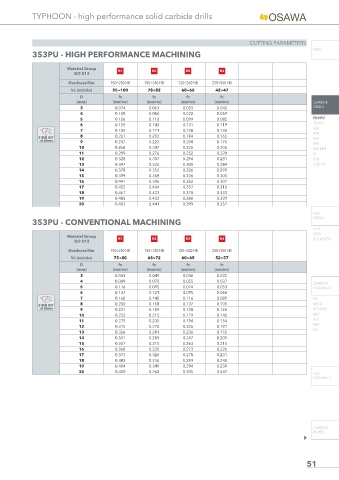
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
353PU - HIGH PERFORMANCE MACHINING
Material Group K1 K2 K3 K4
ISO 513
Hardness/Rm 150÷250 HB 150÷350 HB 120÷260 HB 250÷500 HB
Vc (m/min) 95÷100 78÷82 60÷65 42÷47
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
3 0.074 0.063 0.053 0.042 DRILLS
4 0.100 0.086 0.072 0.059
5 0.126 0.112 0.099 0.085 PU-HPU
TA-HTA
6 0.155 0.143 0.131 0.119
SUH
7 0.185 0.171 0.158 0.144
HVA
8 0.221 0.202 0.184 0.165
Ø RUN OUT ALH
<0.02mm 9 0.247 0.223 0.200 0.176
HRC
10 0.268 0.247 0.226 0.205 SUH MINI
11 0.299 0.276 0.252 0.228 HL
12 0.320 0.307 0.294 0.281 HSD
13 0.347 0.326 0.305 0.284 C-SD-TA
14 0.378 0.352 0.326 0.299
15 0.399 0.368 0.336 0.305
16 0.441 0.396 0.352 0.307
17 0.452 0.404 0.357 0.310
18 0.467 0.423 0.378 0.333
19 0.483 0.432 0.380 0.329
20 0.483 0.441 0.399 0.357
HSS
DRILLS
353PU - CONVENTIONAL MACHINING
LFTA
SUTA
Material Group K1 K2 K3 K4
ISO 513 HSS-HSS/CO
Hardness/Rm 150÷250 HB 150÷350 HB 120÷260 HB 250÷500 HB
Vc (m/min) 75÷80 68÷72 60÷65 52÷57
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.063 0.049 0.036 0.022
4 0.089 0.072 0.055 0.037
CARBIDE
5 0.116 0.095 0.074 0.053 END-MILLS
6 0.147 0.121 0.095 0.068
7 0.168 0.142 0.116 0.089 G2
8 0.200 0.168 0.137 0.105 MDTA
Ø RUN OUT
<0.02mm 9 0.221 0.189 0.158 0.126 HF VH/UP
10 0.252 0.215 0.179 0.142 MEF
ALU
11 0.275 0.235 0.194 0.154
MEX
12 0.315 0.270 0.226 0.181
UH
13 0.326 0.281 0.236 0.192
14 0.331 0.289 0.247 0.205
15 0.357 0.310 0.263 0.215
16 0.368 0.320 0.273 0.226
17 0.373 0.326 0.278 0.231
18 0.383 0.336 0.289 0.242
19 0.404 0.349 0.294 0.239
20 0.420 0.362 0.305 0.247
HSS
END-MILLS
CARBIDE
BURRS
51