
Page 30 - TyphoonOsawa
P. 30
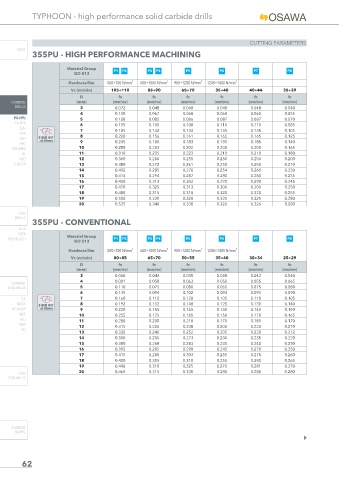
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
355PU - HIGH PERFORMANCE MACHINING
Material Group P1 P2 P3 P4 P5 P6 P7 P8
ISO 513
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm²
Vc (m/min) 105÷110 85÷90 65÷70 35÷40 40÷44 35÷39
D fn fn fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.072 0.048 0.048 0.048 0.048 0.040
4 0.100 0.067 0.068 0.068 0.068 0.055
PU-HPU 5 0.128 0.085 0.086 0.087 0.087 0.070
TA-HTA
6 0.155 0.105 0.108 0.110 0.110 0.085
SUH
7 0.185 0.132 0.134 0.135 0.135 0.105
HVA
ALH Ø RUN OUT 8 0.220 0.156 0.161 0.165 0.165 0.125
<0.02mm 9 0.245 0.180 0.183 0.185 0.185 0.140
HRC
SUH MINI 10 0.280 0.203 0.202 0.200 0.200 0.165
HL 11 0.310 0.235 0.223 0.210 0.210 0.180
HSD 12 0.360 0.260 0.255 0.250 0.250 0.200
C-SD-TA 13 0.380 0.272 0.261 0.250 0.250 0.210
14 0.402 0.285 0.270 0.254 0.260 0.230
15 0.414 0.294 0.287 0.280 0.280 0.235
16 0.450 0.313 0.302 0.290 0.290 0.245
17 0.470 0.325 0.313 0.300 0.300 0.250
18 0.480 0.315 0.318 0.320 0.320 0.255
19 0.500 0.330 0.328 0.325 0.325 0.280
20 0.525 0.340 0.330 0.320 0.326 0.280
HSS
DRILLS
355PU - CONVENTIONAL
LFTA
SUTA
Material Group
HSS-HSS/CO P1 P2 P3 P4 P5 P6 P7 P8
ISO 513
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm²
Vc (m/min) 80÷85 65÷70 50÷55 35÷40 30÷34 25÷29
D fn fn fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.060 0.043 0.045 0.038 0.042 0.040
4 0.081 0.058 0.063 0.050 0.055 0.065
CARBIDE
END-MILLS 5 0.110 0.075 0.080 0.065 0.075 0.080
6 0.135 0.094 0.102 0.084 0.090 0.090
G2 7 0.160 0.112 0.128 0.105 0.110 0.105
MDTA 8 0.192 0.132 0.148 0.120 0.130 0.140
Ø RUN OUT
HF VH/UP <0.02mm 9 0.220 0.155 0.165 0.130 0.140 0.150
MEF 10 0.255 0.175 0.185 0.150 0.170 0.165
ALU
11 0.280 0.200 0.210 0.170 0.180 0.170
MEX
12 0.315 0.220 0.238 0.200 0.220 0.210
UH
13 0.335 0.240 0.252 0.205 0.220 0.212
14 0.350 0.255 0.273 0.230 0.235 0.220
15 0.380 0.268 0.283 0.235 0.240 0.230
16 0.395 0.285 0.298 0.245 0.270 0.250
17 0.415 0.288 0.303 0.255 0.275 0.260
18 0.420 0.305 0.310 0.255 0.280 0.265
19 0.440 0.310 0.325 0.270 0.281 0.270
20 0.460 0.315 0.330 0.280 0.288 0.280
HSS
END-MILLS
CARBIDE
BURRS
62