
Page 32 - TyphoonOsawa
P. 32
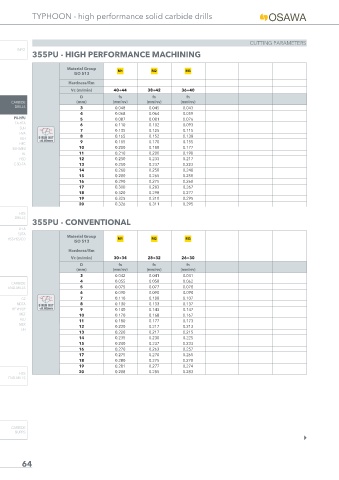
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
355PU - HIGH PERFORMANCE MACHINING
Material Group M1 M2 M3
ISO 513
Hardness/Rm
Vc (m/min) 40÷44 38÷42 36÷40
D fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.048 0.045 0.043
4 0.068 0.064 0.059
PU-HPU 5 0.087 0.081 0.076
TA-HTA
6 0.110 0.102 0.093
SUH
7 0.135 0.125 0.115
HVA
ALH Ø RUN OUT 8 0.165 0.152 0.138
<0.02mm 9 0.185 0.170 0.155
HRC
SUH MINI 10 0.200 0.188 0.177
HL 11 0.210 0.200 0.190
HSD 12 0.250 0.233 0.217
C-SD-TA 13 0.250 0.237 0.223
14 0.260 0.250 0.240
15 0.280 0.265 0.250
16 0.290 0.275 0.260
17 0.300 0.283 0.267
18 0.320 0.298 0.277
19 0.325 0.310 0.295
20 0.326 0.311 0.295
HSS
DRILLS
355PU - CONVENTIONAL
LFTA
SUTA
Material Group
HSS-HSS/CO M1 M2 M3
ISO 513
Hardness/Rm
Vc (m/min) 30÷34 28÷32 26÷30
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev)
3 0.042 0.041 0.041
4 0.055 0.058 0.062
CARBIDE
END-MILLS 5 0.075 0.077 0.078
6 0.090 0.090 0.090
G2 7 0.110 0.108 0.107
MDTA 8 0.130 0.133 0.137
Ø RUN OUT
HF VH/UP <0.02mm 9 0.140 0.143 0.147
MEF 10 0.170 0.168 0.167
ALU
11 0.180 0.177 0.173
MEX
12 0.220 0.217 0.213
UH
13 0.220 0.217 0.215
14 0.235 0.230 0.225
15 0.240 0.237 0.233
16 0.270 0.263 0.257
17 0.275 0.270 0.265
18 0.280 0.275 0.270
19 0.281 0.277 0.274
20 0.288 0.285 0.283
HSS
END-MILLS
CARBIDE
BURRS
64