
Page 84 - TyphoonOsawa
P. 84
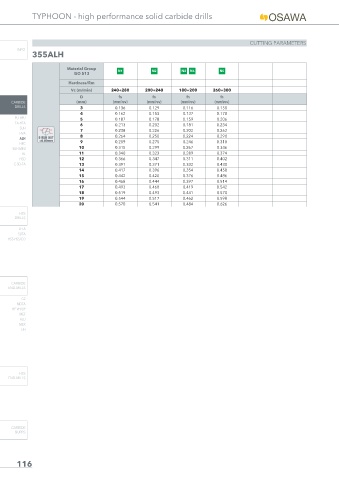
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
355ALH
Material Group N1 N2 N3 N4 N5
ISO 513
Hardness/Rm
Vc (m/min) 240÷280 200÷240 180÷200 260÷300
D fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.136 0.129 0.116 0.150
4 0.162 0.153 0.137 0.178
PU-HPU 5 0.187 0.178 0.159 0.206
TA-HTA
6 0.213 0.202 0.181 0.234
SUH
7 0.238 0.226 0.202 0.262
HVA
ALH Ø RUN OUT 8 0.264 0.250 0.224 0.290
<0.02mm 9 0.289 0.275 0.246 0.318
HRC
SUH MINI 10 0.315 0.299 0.267 0.346
HL 11 0.340 0.323 0.289 0.374
HSD 12 0.366 0.347 0.311 0.402
C-SD-TA 13 0.391 0.371 0.332 0.430
14 0.417 0.396 0.354 0.458
15 0.442 0.420 0.376 0.486
16 0.468 0.444 0.397 0.514
17 0.493 0.468 0.419 0.542
18 0.519 0.493 0.441 0.570
19 0.544 0.517 0.462 0.598
20 0.570 0.541 0.484 0.626
HSS
DRILLS
LFTA
SUTA
HSS-HSS/CO
CARBIDE
END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX
UH
HSS
END-MILLS
CARBIDE
BURRS
116