
Page 80 - TyphoonOsawa
P. 80
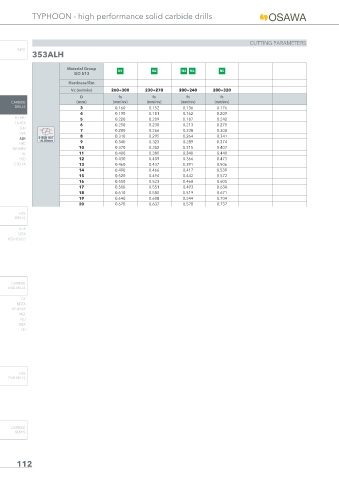
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
353ALH
Material Group N1 N2 N3 N4 N5
ISO 513
Hardness/Rm
Vc (m/min) 260÷300 230÷270 200÷240 280÷320
D fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.160 0.152 0.136 0.176
4 0.190 0.181 0.162 0.209
PU-HPU 5 0.220 0.209 0.187 0.242
TA-HTA
6 0.250 0.238 0.213 0.275
SUH
7 0.280 0.266 0.238 0.308
HVA
ALH Ø RUN OUT 8 0.310 0.295 0.264 0.341
<0.02mm 9 0.340 0.323 0.289 0.374
HRC
SUH MINI 10 0.370 0.352 0.315 0.407
HL 11 0.400 0.380 0.340 0.440
HSD 12 0.430 0.409 0.366 0.473
C-SD-TA 13 0.460 0.437 0.391 0.506
14 0.490 0.466 0.417 0.539
15 0.520 0.494 0.442 0.572
16 0.550 0.523 0.468 0.605
17 0.580 0.551 0.493 0.638
18 0.610 0.580 0.519 0.671
19 0.640 0.608 0.544 0.704
20 0.670 0.637 0.570 0.737
HSS
DRILLS
LFTA
SUTA
HSS-HSS/CO
CARBIDE
END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX
UH
HSS
END-MILLS
CARBIDE
BURRS
112