
Page 89 - TyphoonOsawa
P. 89
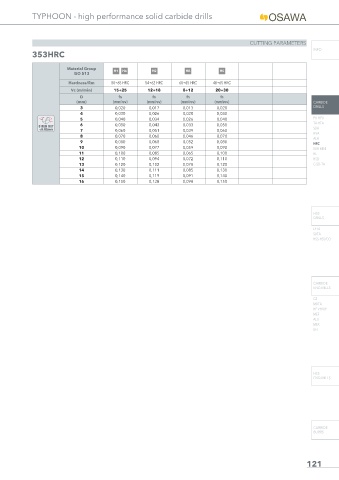
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
353HRC
Material Group H1 H4 H2 H3 H5
ISO 513
Hardness/Rm 50÷65 HRC 54÷62 HRC 60÷65 HRC 48÷65 HRC
Vc (m/min) 15÷25 12÷18 8÷12 20÷30
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
3 0,020 0,017 0,013 0,020 DRILLS
4 0,030 0,026 0,020 0,030
5 0,040 0,034 0,026 0,040 PU-HPU
TA-HTA
6 0,050 0,043 0,033 0,050
Ø RUN OUT
<0.02mm 7 0,060 0,051 0,039 0,060 SUH
HVA
8 0,070 0,060 0,046 0,070
ALH
9 0,080 0,068 0,052 0,080
HRC
10 0,090 0,077 0,059 0,090 SUH MINI
11 0,100 0,085 0,065 0,100 HL
12 0,110 0,094 0,072 0,110 HSD
13 0,120 0,102 0,078 0,120 C-SD-TA
14 0,130 0,111 0,085 0,130
15 0,140 0,119 0,091 0,140
16 0,150 0,128 0,098 0,150
HSS
DRILLS
LFTA
SUTA
HSS-HSS/CO
CARBIDE
END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX
UH
HSS
END-MILLS
CARBIDE
BURRS
121