
Page 138 - TyphoonOsawa
P. 138
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
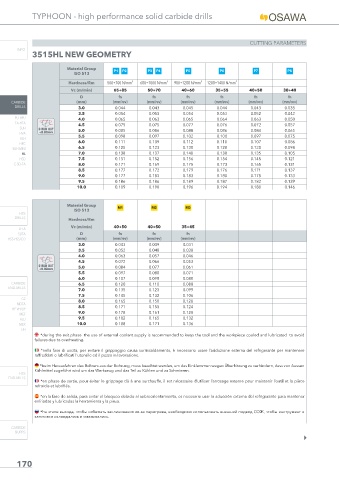
3515HL NEW GEOMETRY
Material Group P1 P2 P3 P4 P5 P6 P7 P8
ISO 513
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm²
Vc (m/min) 65÷85 50÷70 40÷60 35÷55 40÷50 30÷40
D fn fn fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3.0 0.044 0.043 0.045 0.044 0.043 0.035
3.5 0.054 0.053 0.054 0.053 0.052 0.042
PU-HPU 4.0 0.065 0.063 0.065 0.064 0.063 0.050
TA-HTA
4.5 0.075 0.075 0.077 0.076 0.072 0.057
SUH Ø RUN OUT 5.0 0.085 0.086 0.088 0.086 0.084 0.065
HVA <0.02mm
5.5 0.098 0.097 0.102 0.100 0.097 0.075
ALH
6.0 0.111 0.109 0.112 0.110 0.107 0.086
HRC
SUH MINI 6.5 0.125 0.123 0.130 0.128 0.120 0.098
HL 7.0 0.138 0.137 0.140 0.138 0.135 0.105
HSD 7.5 0.151 0.152 0.156 0.154 0.145 0.121
C-SD-TA 8.0 0.171 0.169 0.175 0.173 0.165 0.131
8.5 0.177 0.172 0.179 0.176 0.171 0.137
9.0 0.177 0.183 0.183 0.180 0.178 0.133
9.5 0.186 0.186 0.189 0.187 0.182 0.139
10.0 0.189 0.190 0.196 0.194 0.188 0.146
Material Group M1 M2 M3
ISO 513
HSS
DRILLS
Hardness/Rm
Vc (m/min) 40÷50 40÷50 35÷45
LFTA
SUTA D fn fn fn
HSS-HSS/CO (mm) (mm/rev) (mm/rev) (mm/rev)
3.0 0.043 0.039 0.031
3.5 0.052 0.048 0.038
4.0 0.063 0.057 0.046
4.5 0.072 0.066 0.053
Ø RUN OUT 5.0 0.084 0.077 0.061
<0.02mm
5.5 0.097 0.088 0.071
6.0 0.107 0.098 0.080
CARBIDE 6.5 0.120 0.110 0.088
END-MILLS
7.0 0.135 0.123 0.099
7.5 0.145 0.132 0.106
G2
8.0 0.165 0.150 0.120
MDTA
8.5 0.171 0.155 0.124
HF VH/UP
9.0 0.178 0.161 0.128
MEF
ALU 9.5 0.182 0.165 0.132
MEX 10.0 0.188 0.171 0.136
UH
*during the exit phase the use of external coolant supply is recommended to keep the tool and the workpiece cooled and lubricated to avoid
failures due to overheating.
*nella fase di uscita, per evitare il grippaggio causa surriscaldamento, è necessario usare l’adduzione esterna del refrigerante per mantenere
raff reddati e lubrifi cati l’utensile ed il pezzo in lavorazione.
*beim Herausfahren des Bohrers aus der Bohrung, muss beachtet werden, um das Einklemmen wegen Überhitzung zu verhindern, dass von Aussen
Kühlmittel zugeführt wird um das Werkzeug und das Teil zu Kühlen und zu Schmieren.
HSS
END-MILLS
*en phase de sortie, pour éviter le grippage dû à une surchauff e, il est nécessaire d’utiliser l’arrosage externe pour maintenir l’outil et la pièce
refroidis et lubrifi és.
*en la fase de salida, para evitar el bloqueo debido al sobrecalentamiento, es necesario usar la aducción externa del refrigerante para mantener
enfriadas y lubricadas la herramienta y la pieza.
*hа этапе выхода, чтобы избежать заклинивания из-за перегрева, необходимо использовать внешний подвод СОЖ, чтобы инструмент и
заготовка охлаждались и смазывались.
CARBIDE
BURRS
170