
Page 133 - TyphoonOsawa
P. 133
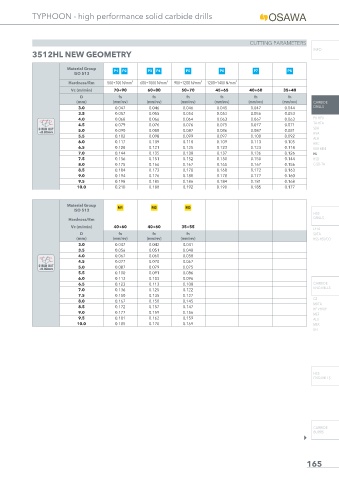
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
3512HL NEW GEOMETRY
Material Group P1 P2 P3 P4 P5 P6 P7 P8
ISO 513
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm²
Vc (m/min) 70÷90 60÷80 50÷70 45÷65 40÷60 35÷40
D fn fn fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
3.0 0.047 0.046 0.046 0.045 0.047 0.044 DRILLS
3.5 0.057 0.055 0.054 0.053 0.056 0.053
4.0 0.068 0.066 0.064 0.063 0.067 0.063 PU-HPU
TA-HTA
4.5 0.079 0.076 0.076 0.075 0.077 0.071
Ø RUN OUT 5.0 0.090 0.088 0.087 0.086 0.087 0.081 SUH
<0.02mm HVA
5.5 0.102 0.098 0.099 0.097 0.100 0.092
ALH
6.0 0.117 0.109 0.110 0.109 0.113 0.105
HRC
6.5 0.128 0.121 0.125 0.123 0.123 0.118 SUH MINI
7.0 0.144 0.135 0.138 0.137 0.136 0.126 HL
7.5 0.156 0.151 0.152 0.150 0.150 0.144 HSD
8.0 0.175 0.166 0.167 0.165 0.167 0.156 C-SD-TA
8.5 0.184 0.173 0.170 0.168 0.172 0.163
9.0 0.194 0.176 0.180 0.178 0.177 0.160
9.5 0.198 0.185 0.186 0.184 0.181 0.168
10.0 0.210 0.188 0.192 0.190 0.185 0.177
Material Group M1 M2 M3
ISO 513
HSS
DRILLS
Hardness/Rm
Vc (m/min) 40÷60 40÷60 35÷55
LFTA
D fn fn fn SUTA
(mm) (mm/rev) (mm/rev) (mm/rev) HSS-HSS/CO
3.0 0.047 0.042 0.041
3.5 0.056 0.051 0.048
4.0 0.067 0.060 0.058
4.5 0.077 0.070 0.067
Ø RUN OUT 5.0 0.087 0.079 0.075
<0.02mm
5.5 0.100 0.091 0.086
6.0 0.113 0.103 0.096
6.5 0.123 0.113 0.108 CARBIDE
END-MILLS
7.0 0.136 0.125 0.122
7.5 0.150 0.135 0.127
G2
8.0 0.167 0.150 0.145
MDTA
8.5 0.172 0.157 0.147
HF VH/UP
9.0 0.177 0.159 0.156
MEF
9.5 0.181 0.162 0.159 ALU
10.0 0.185 0.170 0.169 MEX
UH
HSS
END-MILLS
CARBIDE
BURRS
165