
Page 111 - TyphoonOsawa
P. 111
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
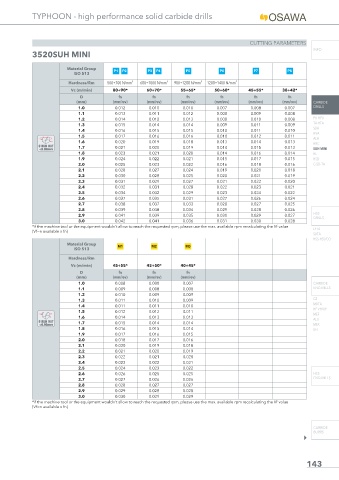
3520SUH MINI
Material Group P1 P2 P3 P4 P5 P6 P7 P8
ISO 513
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm²
Vc (m/min) 80÷90* 60÷70* 55÷65* 50÷60* 45÷55* 38÷42*
D fn fn fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
1.0 0.012 0.010 0.010 0.007 0.008 0.007 DRILLS
1.1 0.013 0.011 0.012 0.008 0.009 0.008
1.2 0.014 0.012 0.013 0.008 0.010 0.008 PU-HPU
TA-HTA
1.3 0.015 0.014 0.014 0.009 0.011 0.009
SUH
1.4 0.016 0.015 0.015 0.010 0.011 0.010
HVA
1.5 0.017 0.016 0.016 0.010 0.012 0.011
ALH
1.6 0.020 0.019 0.018 0.013 0.014 0.013 HRC
Ø RUN OUT 1.7 0.021 0.020 0.019 0.014 0.015 0.013
<0.02mm SUH MINI
1.8 0.023 0.021 0.020 0.014 0.016 0.014 HL
1.9 0.024 0.022 0.021 0.015 0.017 0.015 HSD
2.0 0.025 0.023 0.022 0.016 0.018 0.016 C-SD-TA
2.1 0.028 0.027 0.024 0.019 0.020 0.018
2.2 0.030 0.028 0.025 0.020 0.021 0.019
2.3 0.031 0.029 0.027 0.021 0.022 0.020
2.4 0.032 0.031 0.028 0.022 0.023 0.021
2.5 0.034 0.032 0.029 0.023 0.024 0.022
2.6 0.037 0.035 0.031 0.027 0.026 0.024
2.7 0.038 0.037 0.033 0.028 0.027 0.025
2.8 0.039 0.038 0.034 0.029 0.028 0.026
HSS
2.9 0.041 0.039 0.035 0.030 0.029 0.027
DRILLS
3.0 0.042 0.041 0.036 0.031 0.030 0.028
*if the machine tool or the equipment wouldn’t allow to reach the requested rpm, please use the max. available rpm recalculating the Vf value LFTA
(Vf=n available x fn)
SUTA
HSS-HSS/CO
Material Group M1 M2 M3
ISO 513
Hardness/Rm
Vc (m/min) 45÷55* 45÷50* 40÷45*
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev)
1.0 0.008 0.008 0.007 CARBIDE
1.1 0.009 0.008 0.008 END-MILLS
1.2 0.010 0.009 0.009
G2
1.3 0.011 0.010 0.009
MDTA
1.4 0.011 0.011 0.010
HF VH/UP
1.5 0.012 0.012 0.011
MEF
1.6 0.014 0.013 0.013 ALU
Ø RUN OUT 1.7 0.015 0.014 0.014
<0.02mm MEX
1.8 0.016 0.015 0.014 UH
1.9 0.017 0.016 0.015
2.0 0.018 0.017 0.016
2.1 0.020 0.019 0.018
2.2 0.021 0.020 0.019
2.3 0.022 0.021 0.020
2.4 0.023 0.022 0.021
2.5 0.024 0.023 0.022
2.6 0.026 0.025 0.025 HSS
END-MILLS
2.7 0.027 0.026 0.026
2.8 0.028 0.027 0.027
2.9 0.029 0.028 0.028
3.0 0.030 0.029 0.029
*if the machine tool or the equipment wouldn’t allow to reach the requested rpm, please use the max. available rpm recalculating the Vf value
(Vf=n available x fn)
CARBIDE
BURRS
143