
Page 66 - Osawa_Update_2023
P. 66
G2 - General purpose - Ball nose
CUTTING PARAMETERS
INFO
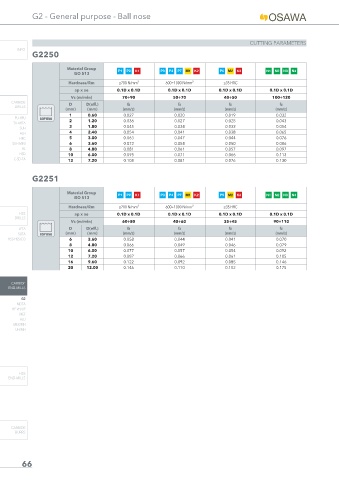
G2250 M1 N1 M2 N2 M3 N3
M1 M2 P1 S1 M3 M4 M7 N7 P2 S2 M5 N5 P3 S3
N3
N4
N2
N1
Material Group P1 P2 K1 H1 H1 P3 P4 P7 M1 K2 H2 H2 P5 M2 N2 H3 H3M1 M2 M3 M4 N4
S2
S4
S7
S5
S3
S1
K3
N3
N1
N2
N1
ISO 513
P1
K1 K2 K3 H3 H3H4 H4H7 H7 K5 P2 S2 P1 P2 S2 P4 S4
K4
H1 H1H2 H2
K7
S1
H5 H5
S1
S3
P3
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC
H2 H2
K4
K3
K2
K1
K2
0.1D x 0.1D
ap x ae 0.1D x 0.1D 0.1D x 0.1D H1 H1 0.1D x 0.1D K1 H1 H1H2 H2H3 H3H4 H4
Vc (m/min) 70÷90 50÷70 40÷50 100÷120
CARBIDE D D(eff.) fz fz fz fz
DRILLS
(mm) (mm) (mm/z) (mm/z) (mm/z) (mm/z)
1 0.60 0.027 0.020 0.019 0.032
PU-HPU COPYING
TA-4HTA 2 1.20 0.036 0.027 0.025 0.043
SUH 3 1.80 0.045 0.034 0.032 0.054
ALH 4 2.40 0.054 0.041 0.038 0.065
HRC 5 3.00 0.063 0.047 0.044 0.076
SUH MINI 6 3.60 0.072 0.054 0.050 0.086
HL 8 4.80 0.081 0.061 0.057 0.097
HSD 10 6.00 0.095 0.071 0.066 0.113
C-SD-TA 12 7.20 0.108 0.081 0.076 0.130
G2251 M1 N1 M2 N2 M3 N3
N3
N4
N1
M1 M2 N2 S1 M3 M4 M7 N7 P2 S2 M5 N5 P3 S3
P1
Material Group P1 P2 K1 H1 H1 P3 P4 P7 M1 K2 H2 H2 P5 M2 N2 H3 H3M1 M2 M3 M4 N4
N3
S4
S7
N1
N1
N2
S5
K3
S1
S3
S2
ISO 513
K1 K2 K3 H3 H3H4 H4H7 H7 K5 H5 H5 P1 S1 P3 P4 S4
H1 H1H2 H2
K7
K4
P1
S2
S1
S2
P2
P2
S3
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC
K2
K3
K4
K1
H1 H1H2 H2H3 H3H4 H4
H2 H2
HSS ap x ae 0.1D x 0.1D 0.1D x 0.1D H1 H1 0.1D x 0.1D K1 K2 0.1D x 0.1D
DRILLS
Vc (m/min) 60÷80 40÷60 35÷45 90÷110
LFTA D D(eff.) fz fz fz fz
SUTA COPYING (mm) (mm) (mm/z) (mm/z) (mm/z) (mm/z)
HSS-HSS/CO 6 3.60 0.058 0.044 0.041 0.070
8 4.80 0.066 0.049 0.046 0.079
10 6.00 0.077 0.057 0.054 0.092
12 7.20 0.087 0.066 0.061 0.105
16 9.60 0.122 0.092 0.085 0.146
20 12.00 0.146 0.110 0.102 0.175
CARBIDE
END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX/MH
UH/MH
HSS
END-MILLS
CARBIDE
BURRS
66