
Page 62 - Osawa_Update_2023
P. 62
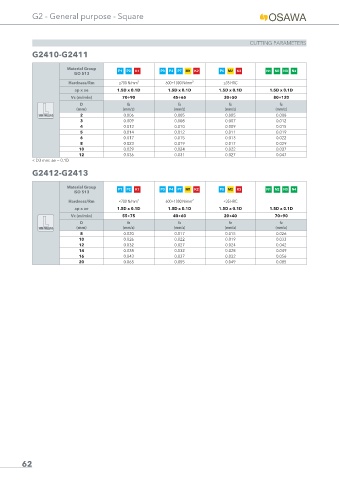
G2 - General purpose - Square
CUTTING PARAMETERS
G2410-G2411 M1 N1 M2 N2 M3 N3
N1
N3
N2
N4
M1 M2 P1 S1 M3 M4 M7 N7 P2 S2 M5 N5 P3 S3
Material Group P1 P2 K1 H1 H1 P3 P4 P7 M1 K2 H2 H2 P5 M2 N2 H3 H3M1 M2 M3 M4 N4
S2
S5
S7
S4
S3
S1
N1
N1
N2
N3
K3
ISO 513
K1 K2 K3 H3 H3H4 H4H7 H7 K5 H5 H5 P1 P2 P3 P4 S4
H1 H1H2 H2
S1
S2
S3
S2
P2
K7
K4
S1
P1
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC
H2 H2
K1
K2
K3
K4
K2
ap x ae 1.5D x 0.1D 1.5D x 0.1D H1 H1 1.5D x 0.1D K1 H1 H1H2 H2H3 H3H4 H4
1.5D x 0.1D
Vc (m/min) 70÷90 45÷65 30÷50 80÷120
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
SIDE MILLING 2 0.006 0.005 0.005 0.008
3 0.009 0.008 0.007 0.012
4 0.012 0.010 0.009 0.015
5 0.014 0.012 0.011 0.019
6 0.017 0.015 0.013 0.022
8 0.023 0.019 0.017 0.029
10 0.029 0.024 0.022 0.037
12 0.036 0.031 0.027 0.047
< D3 mm: ae = 0.1D
G2412-G2413 M1 N1 M2 N2 M3 N3
M1 M2 N2 S1 M3 M4 M7 N7 P2 S2 M5 N5 P3 S3
N1
N4
N3
P1
Material Group P1 P2 K1 H1 H1 P3 P4 P7 M1 K2 H2 H2 P5 M2 K3 H3 H3M1 M2 M3 M4 N4
N2
N1
S5
S1
N3
N2
S2
N1
S7
S3
S4
ISO 513
H1 H1H2 H2
K4
K1 K2 K3 H3 H3H4 H4H7 H7 K5 H5 H5 P1 P2 S2 P4 S4
K7
S1
S1
P3
S3
S2
P2
P1
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC
K3
K4
K2
K2
K1
H2 H2
ap x ae 1.5D x 0.1D 1.5D x 0.1D H1 H1 1.5D x 0.1D K1 H1 H1H2 H2H3 H3H4 H4
1.5D x 0.1D
Vc (m/min) 55÷75 40÷60 20÷40 70÷90
D fz fz fz fz
SIDE MILLING (mm) (mm/z) (mm/z) (mm/z) (mm/z)
8 0.020 0.017 0.015 0.026
10 0.026 0.022 0.019 0.033
12 0.032 0.027 0.024 0.042
14 0.038 0.032 0.028 0.049
16 0.043 0.037 0.032 0.056
20 0.065 0.055 0.049 0.085
62