
Page 40 - Osawa_Update_2023
P. 40
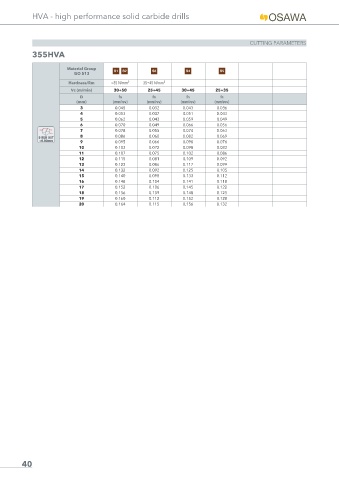
HVA - high performance solid carbide drills
CUTTING PARAMETERS
355HVA
M1 M2 N2 M3 N3 M4 N4 M5 N5
N1
Material Group P1 P2 S2 P3 S3 P4 S4 P5 S5
S1
ISO 513
K2
K1 H1 H1H2 H2 K3 H3 H3 K4 H4 H4 K5 H5 H5
Hardness/Rm <35 N/mm² 35÷45 N/mm²
Vc (m/min) 30÷50 25÷45 30÷45 25÷35
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.045 0.032 0.043 0.036
4 0.053 0.037 0.051 0.043
5 0.062 0.043 0.059 0.049
6 0.070 0.049 0.066 0.056
7 0.078 0.055 0.074 0.063
8 0.086 0.060 0.082 0.069
Ø RUN OUT
<0.02mm 9 0.095 0.066 0.090 0.076
10 0.103 0.072 0.098 0.082
11 0.107 0.075 0.102 0.086
12 0.115 0.081 0.109 0.092
13 0.123 0.086 0.117 0.099
14 0.132 0.092 0.125 0.105
15 0.140 0.098 0.133 0.112
16 0.148 0.104 0.141 0.118
17 0.152 0.106 0.145 0.122
18 0.156 0.109 0.148 0.125
19 0.160 0.112 0.152 0.128
20 0.164 0.115 0.156 0.132
40