
Page 35 - Osawa_Update_2023
P. 35
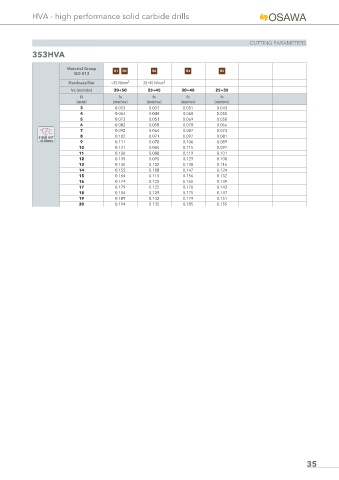
HVA - high performance solid carbide drills
CUTTING PARAMETERS
353HVA
N1
M1 M2 N2 M3 N3 M4 N4 M5 N5
Material Group P1 P2 S2 P3 S3 P4 S4 P5 S5
S1
ISO 513
H1 H1H2 H2
K1 K2 K3 H3 H3 K4 H4 H4 K5 H5 H5
Hardness/Rm <35 N/mm² 35÷45 N/mm²
Vc (m/min) 30÷50 25÷45 30÷45 25÷35
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.053 0.037 0.051 0.043
4 0.063 0.044 0.060 0.050
5 0.073 0.051 0.069 0.058
6 0.082 0.058 0.078 0.066
7 0.092 0.064 0.087 0.074
8 0.102 0.071 0.097 0.081
Ø RUN OUT
<0.02mm 9 0.111 0.078 0.106 0.089
10 0.121 0.085 0.115 0.097
11 0.126 0.088 0.119 0.101
12 0.135 0.095 0.129 0.108
13 0.145 0.102 0.138 0.116
14 0.155 0.108 0.147 0.124
15 0.164 0.115 0.156 0.132
16 0.174 0.122 0.165 0.139
17 0.179 0.125 0.170 0.143
18 0.184 0.129 0.175 0.147
19 0.189 0.132 0.179 0.151
20 0.194 0.135 0.185 0.155
35