
Page 34 - Osawa_Update_2023
P. 34
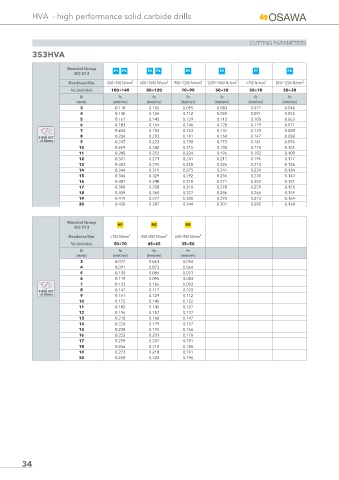
HVA - high performance solid carbide drills
CUTTING PARAMETERS
353HVA
M1 M2 N2 M3 M4 N4 M5 N5 M6 N6 M7 N7 M8 N8
N3
N1
Material Group P1 S1 S2 P3 P4 S4 P5 S5 P6 S6 P7 S7 P8 S8
P2
S3
ISO 513
K1 H1 H1H2 H2 K3 K4 K5 H5 H5 K6 H6 H6 K7 H7 H7 K8 H8 H8
H3 H3H4 H4
K2
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm² <700 N/mm² 850÷1200 N/mm²
Vc (m/min) 100÷140 80÷120 70÷90 50÷70 50÷70 20÷30
D fn fn fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.118 0.106 0.095 0.083 0.077 0.046
4 0.140 0.126 0.112 0.098 0.091 0.055
5 0.161 0.145 0.129 0.113 0.105 0.063
6 0.183 0.164 0.146 0.128 0.119 0.071
7 0.204 0.184 0.163 0.143 0.133 0.080
8 0.226 0.203 0.181 0.158 0.147 0.088
Ø RUN OUT
<0.02mm 9 0.247 0.223 0.198 0.173 0.161 0.096
10 0.269 0.242 0.215 0.188 0.175 0.105
11 0.280 0.252 0.224 0.196 0.182 0.109
12 0.301 0.271 0.241 0.211 0.196 0.117
13 0.323 0.290 0.258 0.226 0.210 0.126
14 0.344 0.310 0.275 0.241 0.224 0.134
15 0.366 0.329 0.292 0.256 0.238 0.143
16 0.387 0.348 0.310 0.271 0.252 0.151
17 0.398 0.358 0.318 0.278 0.259 0.155
18 0.409 0.368 0.327 0.286 0.266 0.159
19 0.419 0.377 0.335 0.293 0.273 0.164
20 0.430 0.387 0.344 0.301 0.280 0.168
Material Group M1 N1 M2 N2 M3 N3
ISO 513
P1 S1 P2 S2 P3 S3
Hardness/Rm <750 N/mm² 550÷850 N/mm² 650÷950 N/mm²
K1
K2
K3
Vc (m/min) 50÷70 H1 H1 45÷65 H2 H2 35÷50 H3 H3
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev)
3 0.077 0.061 0.054
4 0.091 0.073 0.064
5 0.105 0.084 0.073
6 0.119 0.095 0.083
7 0.133 0.106 0.093
8 0.147 0.117 0.103
Ø RUN OUT
<0.02mm 9 0.161 0.129 0.112
10 0.175 0.140 0.122
11 0.182 0.145 0.127
12 0.196 0.157 0.137
13 0.210 0.168 0.147
14 0.224 0.179 0.157
15 0.238 0.190 0.166
16 0.252 0.201 0.176
17 0.259 0.207 0.181
18 0.266 0.212 0.186
19 0.273 0.218 0.191
20 0.280 0.224 0.196
34