
Page 593 - Catalogue-Osawa-2021
P. 593
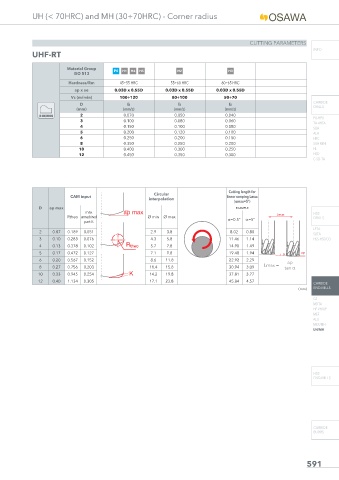
UH (< 70HRC) and MH (30÷70HRC) - Corner radius
CUTTING PARAMETERS
INFO
UHF-RT
Material Group P6 H1 H4 H5 H2 H3
ISO 513
Hardness/Rm 45÷55 HRC 55÷60 HRC 60÷65 HRC
ap x ae 0.03D x 0.55D 0.03D x 0.55D 0.03D x 0.55D
Vc (m/min) 100÷120 80÷100 50÷70
CARBIDE
D fz fz fz
(mm) (mm/z) (mm/z) (mm/z) DRILLS
3D MACHINING 2 0.070 0.050 0.040
PU-HPU
3 0.100 0.080 0.060
TA-4HTA
4 0.150 0.100 0.080
SUH
5 0.200 0.120 0.100 ALH
6 0.250 0.200 0.150 HRC
8 0.350 0.250 0.200 SUH MINI
10 0.400 0.300 0.250 HL
12 0.450 0.350 0.300 HSD
C-SD-TA
Cutting length for
Circular
CAM input linear ramping Lmax
interpolation
(αmax=5°)
D ap max EXAMPLE
max ap max HSS
Rtheo unmachined Ø min Ø max Lmax DRILLS
part K α=0.5° α=5°
LFTA
2 0.07 0.189 0.051 2.9 3.8 8.02 0.80
SUTA
3 0.10 0.283 0.076 4.3 5.8 11.46 1.14 HSS-HSS/CO
4 0.13 0.378 0.102 R theo 5.7 7.8 14.90 1.49
5 0.17 0.472 0.127 7.1 9.8 19.48 1.94 α ap
6 0.20 0.567 0.152 8.6 11.8 22.92 2.29 ap
8 0.27 0.756 0.203 11.4 15.8 30.94 3.09 Lmax = tan α
10 0.33 0.945 0.254 K 14.2 19.8 37.81 3.77
12 0.40 1.134 0.305 17.1 23.8 45.84 4.57
CARBIDE
(mm) END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX/MH
UH/MH
HSS
END-MILLS
CARBIDE
BURRS
591
21/10/2021 12:17:07
Libro 1.indb 591 21/10/2021 12:17:07
Libro 1.indb 591