
Page 51 - Catalogue-Osawa-2021
P. 51
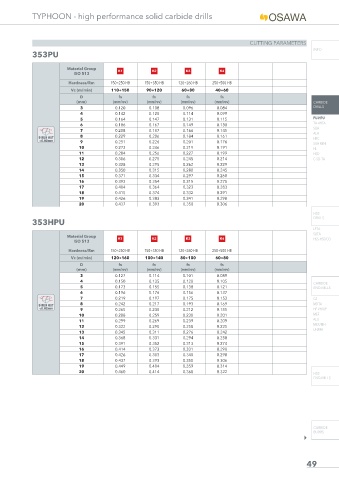
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
353PU
Material Group K1 K2 K3 K4
ISO 513
Hardness/Rm 150÷250 HB 150÷350 HB 120÷260 HB 250÷500 HB
Vc (m/min) 110÷150 90÷120 60÷80 40÷60
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
3 0.120 0.108 0.096 0.084 DRILLS
4 0.142 0.128 0.114 0.099
5 0.164 0.147 0.131 0.115 PU-HPU
TA-4HTA
6 0.186 0.167 0.149 0.130
SUH
7 0.208 0.187 0.166 0.145
ALH
Ø RUN OUT 8 0.229 0.206 0.184 0.161 HRC
<0.02mm 9 0.251 0.226 0.201 0.176
SUH MINI
10 0.273 0.246 0.219 0.191 HL
11 0.284 0.256 0.227 0.199 HSD
12 0.306 0.275 0.245 0.214 C-SD-TA
13 0.328 0.295 0.262 0.229
14 0.350 0.315 0.280 0.245
15 0.371 0.334 0.297 0.260
16 0.393 0.354 0.315 0.275
17 0.404 0.364 0.323 0.283
18 0.415 0.374 0.332 0.291
19 0.426 0.383 0.341 0.298
20 0.437 0.393 0.350 0.306
HSS
DRILLS
353HPU
LFTA
SUTA
Material Group K1 K2 K3 K4 HSS-HSS/CO
ISO 513
Hardness/Rm 150÷250 HB 150÷350 HB 120÷260 HB 250÷500 HB
Vc (m/min) 120÷160 100÷140 80÷100 60÷80
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.127 0.114 0.101 0.089
4 0.150 0.135 0.120 0.105
CARBIDE
5 0.173 0.155 0.138 0.121 END-MILLS
6 0.196 0.176 0.156 0.137
7 0.219 0.197 0.175 0.153 G2
8 0.242 0.217 0.193 0.169 MDTA
Ø RUN OUT
<0.02mm 9 0.265 0.238 0.212 0.185 HF VH/UP
10 0.288 0.259 0.230 0.201 MEF
ALU
11 0.299 0.269 0.239 0.209
MEX/MH
12 0.322 0.290 0.258 0.225
UH/MH
13 0.345 0.311 0.276 0.242
14 0.368 0.331 0.294 0.258
15 0.391 0.352 0.313 0.274
16 0.414 0.373 0.331 0.290
17 0.426 0.383 0.340 0.298
18 0.437 0.393 0.350 0.306
19 0.449 0.404 0.359 0.314
20 0.460 0.414 0.368 0.322
HSS
END-MILLS
CARBIDE
BURRS
49
21/10/2021 12:07:54
Libro 1.indb 49 21/10/2021 12:07:54
Libro 1.indb 49