
Page 47 - TyphoonOsawa
P. 47
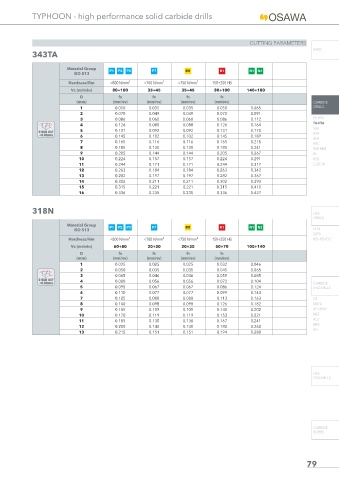
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
343TA
Material Group P1 P2 P3 P7 M1 K1 N1 N2
ISO 513
Hardness/Rm <800 N/mm² <700 N/mm² <750 N/mm² 150÷250 HB
Vc (m/min) 80÷100 35÷45 35÷45 80÷100 140÷180
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
1 0.050 0.035 0.035 0.050 0.065 DRILLS
2 0.070 0.049 0.049 0.070 0.091
3 0.086 0.060 0.060 0.086 0.112 PU-HPU
TA-HTA
4 0.126 0.088 0.088 0.126 0.164
SUH
5 0.131 0.092 0.092 0.131 0.170
Ø RUN OUT HVA
<0.02mm 6 0.145 0.102 0.102 0.145 0.189
ALH
7 0.165 0.116 0.116 0.165 0.215
HRC
8 0.185 0.130 0.130 0.185 0.241 SUH MINI
9 0.205 0.144 0.144 0.205 0.267 HL
10 0.224 0.157 0.157 0.224 0.291 HSD
11 0.244 0.171 0.171 0.244 0.317 C-SD-TA
12 0.263 0.184 0.184 0.263 0.342
13 0.282 0.197 0.197 0.282 0.367
14 0.302 0.211 0.211 0.302 0.393
15 0.315 0.221 0.221 0.315 0.410
16 0.336 0.235 0.235 0.336 0.437
318N HSS
DRILLS
Material Group P1 P2 P3 P7 M1 K1 N1 N2
ISO 513 LFTA
SUTA
Hardness/Rm <800 N/mm² <700 N/mm² <750 N/mm² 150÷250 HB HSS-HSS/CO
Vc (m/min) 60÷80 20÷30 20÷30 50÷70 100÷140
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
1 0.035 0.025 0.025 0.032 0.046
2 0.050 0.035 0.035 0.045 0.065
3 0.065 0.046 0.046 0.059 0.085
Ø RUN OUT 4 0.080 0.056 0.056 0.072 0.104
<0.02mm CARBIDE
5 0.095 0.067 0.067 0.086 0.124 END-MILLS
6 0.110 0.077 0.077 0.099 0.143
7 0.125 0.088 0.088 0.113 0.163 G2
8 0.140 0.098 0.098 0.126 0.182 MDTA
9 0.155 0.109 0.109 0.140 0.202 HF VH/UP
10 0.170 0.119 0.119 0.153 0.221 MEF
ALU
11 0.185 0.130 0.130 0.167 0.241
MEX
12 0.200 0.140 0.140 0.180 0.260
UH
13 0.215 0.151 0.151 0.194 0.280
HSS
END-MILLS
CARBIDE
BURRS
79