
Page 126 - TyphoonOsawa
P. 126
TYPHOON HL NEW GEOMETRY HIGH PERFORMANCE - LONG AND EXTRA-LONG
INFO
MACHINING OF DEEP HOLES EXÉCUTION DE TROUS PROFONDS
PERPENDICULAR TO THE SURFACE ORTHOGONAUX À LA SURFACE
ESECUZIONE FORI PROFONDI MECANIZADO DE AGUJEROS PROFUNDOS
CARBIDE ORTOGONALI ALLA SUPERFICIE PERPENDICULARES A LA SUPERFÍCIE
DRILLS
HERSTELLUNG TIEFER RECHTWINKLIGER СВЕРЛЕНИЕ ГЛУБОКИХ ОТВЕРСТИЙ ПЕРПЕНДИКУЛЯРНО
PU-HPU BOHRUNGEN ОБРАБАТЫВАЕМОЙ ПОВЕХНОСТИ
TA-HTA
SUH
HVA
ALH STEP 1
HRC
SUH MINI
HL
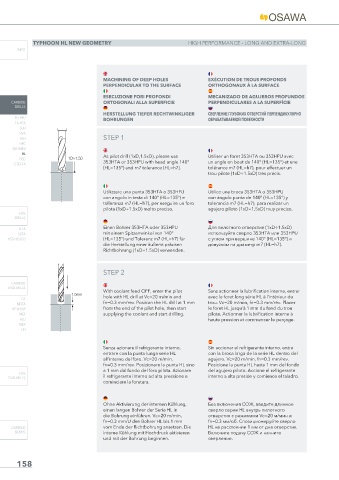
HSD 1D÷1.5D As pilot drill (1xD,1.5xD), please use Utiliser un foret 353HTA ou 353HPU avec
C-SD-TA 353HTA or 353HPU with head angle 140° un angle en bout de 140° (HL=135°) et une
(HL=135°) and m7 tolerance (HL=h7). tolérance m7 (HL=h7), pour effectuer un
trou pilote (1xD÷1.5xD) très précis.
Utilizzare una punta 353HTA o 353HPU Utilice una broca 353HTA o 353HPU
con angolo in testa di 140° (HL=135°) e con ángulo punta de 140° (HL=135°) y
tolleranza m7 (HL=h7), per eseguire un foro tolerancia m7 (HL=h7), para realizar un
pilota (1xD÷1.5xD) molto preciso. agujero piloto (1xD÷1,5xD) muy preciso.
HSS
DRILLS
Einen Bohrer 353HTA oder 353HPU Для пилотного отверстия (1xD÷1.5xD)
LFTA
SUTA mit einem Spitzenwinkel von 140° используйте сверло 353HTA или 353HPU
HSS-HSS/CO (HL=135°) und Toleranz m7 (HL=h7) für с углом при вершине 140° (HL=135°) и
die Herstellung einer äußerst präzisen допуском на диаметр m7 (HL=h7).
Richtbohrung (1xD÷1.5xD) verwenden.
STEP 2
CARBIDE
END-MILLS
With coolant feed OFF, enter the pilot Sans actionner la lubrification interne, entrer
1.0mm
G2 hole with HL drill at Vc=20 m/min and avec le foret long série HL à l’intérieur du
MDTA fn=0.3 mm/rev. Position the HL drill at 1 mm trou. Vc=20 m/min, fn=0.3 mm/rév. Placer
HF VH/UP from the end of the pilot hole, then start le foret HL jusqu’à 1 mm du fond du trou
MEF supplying the coolant and start drilling. pilote. Actionner la lubrification interne à
ALU haute pression et commencer le perçage.
MEX
UH
Senza azionare il refrigerante interno, Sin accionar el refrigerante interno, entre
entrare con la punta lunga serie HL con la broca larga de la serie HL dentro del
all’interno del foro. Vc=20 m/min, agujero. Vc=20 m/min, fn=0.3 mm/rev.
fn=0.3 mm/rev. Posizionare la punta HL sino Posicione la punta HL hasta 1 mm del fondo
a 1 mm dal fondo del foro pilota. Azionare del agujero piloto. Accione el refrigerante
HSS
END-MILLS il refrigerante interno ad alta pressione e interno a alta presión y comience el taladro.
cominciare la foratura.
Ohne Aktivierung der internen Kühlung, Без включения СОЖ, введите длинное
einen langen Bohrer der Serie HL in сверло серии HL внутрь пилотного
die Bohrung einführen. Vc=20 m/min, отверстия с режимами Vc=20 м/мин и
fn=0.3 mm/U den Bohrer HL bis 1 mm fn=0.3 мм/об. Спозиционируйте сверло
CARBIDE vom Ende der Richtbohrung ansetzen. Die HL на расстоянии 1 мм от дна отверстия.
BURRS interne Kühlung mit Hochdruck aktivieren Включите подачу СОЖ и начните
und mit der Bohrung beginnen. сверление.
158