
Page 9 - Osawa Update Catalogue 2019
P. 9
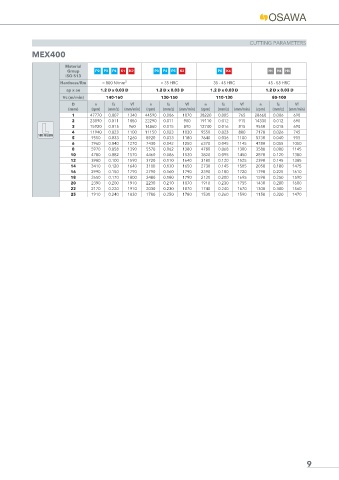
CUTTING PARAMETERS
MEX400 M1 M2 N2 M3 N3 M4 N4 M1 M4 M5 N5
N1
N1
N4
N4
S1
M2 M3 M4 P1 P2 S2 M3 N3 M5 P3 S3 M6 N6 S4 P1 P4 P5 S5
N2
N3
P4
S1
S4
M4
N4
N5
Material
K2
S3
S4
S2
S3
S6
H1 H1H4 H4H5 H5
S5
Group P2 P3 P4 K1 H1 H1H2 H2 P3 P4 P5 K3 H3 H3 P6 K4 H4 H4 K1 K4 K5
S4
ISO 513
H2 H2H3 H3H4 H4
H3 H3H4 H4H5 H5
K2 K3 K4 K3 K4 K5 K6 H6 H6
Hardness/Rm < 800 N/mm² < 35 HRC 35 - 45 HRC 45 - 55 HRC
ap x ae 1.2 D x 0.03 D 1.2 D x 0.03 D 1.2 D x 0.03 D 1.2 D x 0.03 D
Vc (m/min) 140-160 130-150 110-130 80-100
D n fz Vf n fz Vf n fz Vf n fz Vf
(mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min)
1 47770 0.007 1340 44590 0.006 1070 38220 0.005 765 28660 0.006 690
2 23890 0.011 1050 22290 0.011 980 19110 0.012 915 14330 0.012 690
3 15920 0.015 960 14860 0.015 890 12740 0.016 815 9550 0.018 690
4 11940 0.023 1100 11150 0.023 1030 9550 0.023 880 7170 0.026 745
SIDE MILLING
5 9550 0.033 1260 8920 0.033 1180 7640 0.036 1100 5730 0.040 915
6 7960 0.040 1270 7430 0.042 1250 6370 0.045 1145 4780 0.055 1050
8 5970 0.058 1390 5570 0.062 1380 4780 0.068 1300 3580 0.080 1145
10 4780 0.082 1570 4460 0.086 1530 3820 0.095 1450 2870 0.120 1380
12 3980 0.100 1590 3720 0.110 1640 3180 0.120 1525 2390 0.145 1385
14 3410 0.120 1640 3180 0.130 1650 2730 0.145 1585 2050 0.180 1475
16 2990 0.150 1790 2790 0.160 1790 2390 0.180 1720 1790 0.225 1610
18 2650 0.170 1800 2480 0.180 1790 2120 0.200 1695 1590 0.250 1590
20 2390 0.200 1910 2230 0.210 1870 1910 0.230 1755 1430 0.280 1600
22 2170 0.220 1910 2030 0.230 1870 1740 0.240 1670 1300 0.300 1560
25 1910 0.240 1830 1780 0.250 1780 1530 0.260 1590 1150 0.320 1470
9