
Page 5 - Osawa Update Catalogue 2019
P. 5
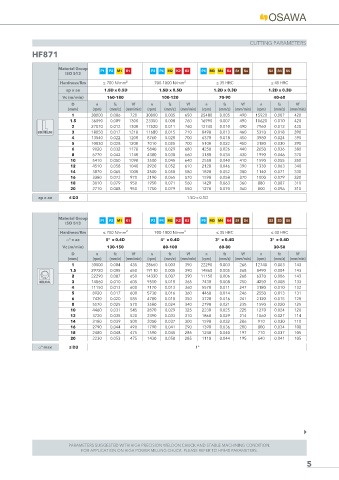
CUTTING PARAMETERS
HF871 M1 N1 M2 M3 N3 M4 N4
N2
N3
S4
N1
S2
P4
N2
M1 M2 N2 P1 S1 M3 M4 N4 P2 P3 S3 M5 N5 M1 M4 N4 M2 M3 M5 N5
N1
N3
Material Group P1 P2 M1 K1 H1 H1 P3 P4 M2 N2 H2 H2H3 H3 M3 M4 K4 P4 S4 P2 P3 S3 S5
P5
K3
K2
N1
S2
S3
S4
S1
S5
H4 H4
N4
S1
P1
P5
N3
S2
ISO 513
H2 H2H3 H3H5 H5
H1 H1H2 H2
S3
H5 H5
K1 K2 P1 S1 K3 H3 H3H4 H4 K5 P3 P4 K1 K4 K2 K3 K5
K4
S4
H1 H1H4 H4
S2
P2
Hardness/Rm ≤ 700 N/mm² 700-1000 N/mm² ≤ 35 HRC ≤ 40 HRC
K4
H3 H3H4 H4
H2 H2
K1
K2
ap x ae 1.5D x 0.5D H1 H1 1.5D x 0.5D K3 1.2D x 0.3D 1.2D x 0.3D
Vc (m/min) 160-180 100-120 70-90 40-60
D n fz Vf n fz Vf n fz Vf n fz Vf
(mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min)
1 30000 0.006 720 30000 0.005 650 25480 0.005 490 15920 0.007 420
1.5 36090 0.009 1300 23350 0.008 760 16990 0.007 490 10620 0.010 420
2 27070 0.012 1300 17520 0.011 760 12740 0.010 490 7960 0.013 420
SIDE MILLING 3 18050 0.017 1210 11680 0.015 710 8490 0.013 460 5310 0.018 390
4 13540 0.022 1200 8760 0.020 700 6370 0.018 450 3980 0.024 390
5 10830 0.028 1200 7010 0.025 700 5100 0.022 450 3180 0.030 390
6 9020 0.032 1170 5840 0.029 680 4250 0.026 440 2650 0.036 380
8 6770 0.042 1140 4380 0.038 660 3180 0.034 430 1990 0.046 370
10 5410 0.050 1090 3500 0.045 640 2550 0.040 410 1590 0.055 350
12 4510 0.058 1040 2920 0.052 610 2120 0.046 390 1330 0.063 340
14 3870 0.065 1000 2500 0.058 580 1820 0.052 380 1140 0.071 330
16 3380 0.072 970 2190 0.065 570 1590 0.058 370 1000 0.079 320
18 3010 0.079 950 1950 0.071 560 1420 0.063 360 880 0.087 310
20 2710 0.088 950 1750 0.079 550 1270 0.070 360 800 0.096 310
ap x ae ≤ D3 1.5D x 0.1D
N2
M1 N1 M2 M3 N3 M4 N4
N1
N1
M1 M2 N2 P1 S1 M3 M4 N4 P2 P3 S3 M5 N5 M1 M4 N4 M2 M3 M5 N5
N2
N3
N3
P4
S4
S2
Material Group P1 P2 M1 N1 H1 H1 P3 P4 M2 N2 H2 H2H3 H3 M3 M4 K4 P4 S4 P2 P3 S3 S5
P5
K3
S5
N3
H4 H4
S2
P5
P1
N4
S1
S4
S3
K1
K2
S2
S1
ISO 513
K4
H2 H2H3 H3K5
K1 K2 P1 S1 K3 H3 H3H4 H4 K5 H5 H5 K1 H1 H1H4 H4 K2 K3 H5 H5
H1 H1H2 H2
K4
S4
P2
S3
P4
S2
P3
Hardness/Rm ≤ 700 N/mm² 700-1000 N/mm² ≤ 35 HRC ≤ 40 HRC
H3 H3H4 H4
K2
K4
K1
H2 H2
a° x ae 5° x 0.4D H1 H1 4° x 0.4D K3 3° x 0.4D 3° x 0.4D
Vc (m/min) 130-150 80-100 60-80 30-50
D n fz Vf n fz Vf n fz Vf n fz Vf
(mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min)
1 30000 0.004 435 28660 0.003 390 22290 0.003 268 12740 0.003 143
1.5 29720 0.005 650 19110 0.005 390 14860 0.005 268 8490 0.004 143
2 22290 0.007 650 14330 0.007 390 11150 0.006 268 6370 0.006 143
HELICAL 3 14860 0.010 605 9550 0.010 365 7430 0.008 250 4250 0.008 133
4 11150 0.013 600 7170 0.013 360 5570 0.011 247 3180 0.010 132
5 8920 0.017 600 5730 0.016 360 4460 0.014 246 2550 0.013 131
6 7430 0.020 585 4780 0.018 350 3720 0.016 241 2120 0.015 128
8 5570 0.025 570 3580 0.024 340 2790 0.021 235 1590 0.020 125
10 4460 0.031 545 2870 0.029 325 2230 0.025 225 1270 0.024 120
12 3720 0.035 520 2390 0.033 310 1860 0.029 214 1060 0.027 114
14 3180 0.039 500 2050 0.037 300 1590 0.032 206 910 0.030 110
16 2790 0.044 490 1790 0.041 290 1390 0.036 200 800 0.034 108
18 2480 0.048 475 1590 0.045 285 1240 0.040 197 710 0.037 105
20 2230 0.053 475 1430 0.050 285 1110 0.044 195 640 0.041 105
a° max ≤ D3 1°
PARAMETERS SUGGESTED WITH HIGH PRECISION WELDON CHUCK AND STABLE MACHINING CONDITION.
FOR APPLICATION ON HIGH POWER MILLING CHUCK, PLEASE REFER TO HF840 PARAMETERS.
5