
Page 28 - Osawa_Update_2023
P. 28
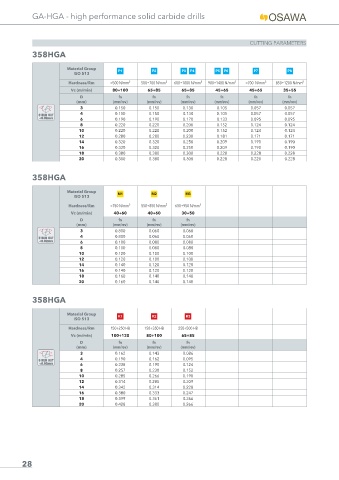
GA-HGA - high performance solid carbide drills
CUTTING PARAMETERS
358HGA
N5
M1 N1 M2 N2 M3 M4 N4 M5 M6 N6 M7 N7 M8 N8
N3
Material Group P1 S1 P2 S2 P3 P4 S4 P5 P6 S6 P7 S7 P8 S8
S3
S5
ISO 513
H3 H3H4 H4
K1 H1 H1 K2 H2 H2 K3 K4 K5 K6 K7 H7 H7 K8 H8 H8
H5 H5H6 H6
Hardness/Rm <500 N/mm² 500÷700 N/mm² 600÷1000 N/mm² 900÷1480 N/mm² <700 N/mm² 850÷1200 N/mm²
Vc (m/min) 80÷100 65÷85 65÷85 45÷65 45÷65 35÷55
D fn fn fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.150 0.150 0.130 0.105 0.057 0.057
4 0.150 0.150 0.130 0.105 0.057 0.057
Ø RUN OUT
<0.02mm 6 0.190 0.190 0.170 0.133 0.095 0.095
8 0.220 0.220 0.200 0.152 0.124 0.124
10 0.220 0.220 0.200 0.152 0.124 0.124
12 0.280 0.280 0.230 0.181 0.171 0.171
14 0.320 0.320 0.250 0.209 0.190 0.190
16 0.320 0.320 0.250 0.209 0.190 0.190
18 0.380 0.380 0.300 0.228 0.228 0.228
20 0.380 0.380 0.300 0.228 0.228 0.228
358HGA
Material Group M1 N1 M2 N2 M3 N3
ISO 513
P1 S1 P2 S2 P3 S3
Hardness/Rm <750 N/mm² 550÷850 N/mm² 650÷950 N/mm²
K3
K1
K2
Vc (m/min) 40÷60 H1 H1 40÷60 H2 H2 30÷50 H3 H3
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev)
3 0.800 0.060 0.060
4 0.800 0.060 0.060
Ø RUN OUT
<0.02mm 6 0.100 0.080 0.080
8 0.100 0.080 0.080
10 0.120 0.100 0.100
12 0.120 0.100 0.100
14 0.140 0.120 0.120
16 0.140 0.120 0.120
18 0.160 0.140 0.140
20 0.160 0.140 0.140
358HGA M1 N1 M2 N2 M3 N3
P1 S1 P2 S2 P3 S3
Material Group K1 H1 H1 K2 H2 H2 K3 H3 H3
ISO 513
Hardness/Rm 150÷250 HB 150÷350 HB 250÷500 HB
Vc (m/min) 100÷120 80÷100 65÷85
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev)
3 0.162 0.143 0.086
4 0.190 0.162 0.095
Ø RUN OUT
<0.02mm 6 0.238 0.190 0.124
8 0.257 0.238 0.152
10 0.285 0.266 0.190
12 0.314 0.285 0.209
14 0.342 0.314 0.228
16 0.380 0.333 0.247
18 0.399 0.361 0.266
20 0.428 0.380 0.266
28