
Page 90 - Catalogue-Osawa-2021
P. 90
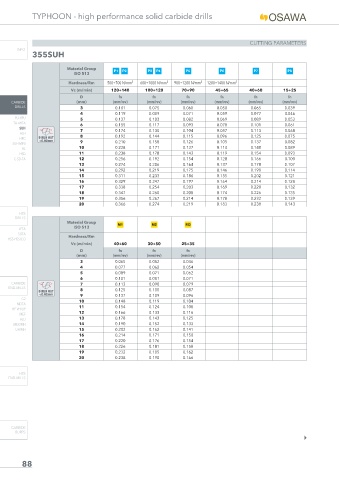
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
355SUH
Material Group P1 P2 P3 P4 P5 P6 P7 P8
ISO 513
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm²
Vc (m/min) 120÷140 100÷120 70÷90 45÷65 40÷60 15÷25
D fn fn fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.101 0.075 0.060 0.050 0.065 0.039
4 0.119 0.089 0.071 0.059 0.077 0.046
PU-HPU 5 0.137 0.103 0.082 0.069 0.089 0.053
TA-4HTA
6 0.155 0.117 0.093 0.078 0.101 0.061
SUH
7 0.174 0.130 0.104 0.087 0.113 0.068
ALH
HRC Ø RUN OUT 8 0.192 0.144 0.115 0.096 0.125 0.075
<0.02mm 9 0.210 0.158 0.126 0.105 0.137 0.082
SUH MINI
HL 10 0.228 0.171 0.137 0.114 0.148 0.089
HSD 11 0.238 0.178 0.143 0.119 0.154 0.093
C-SD-TA 12 0.256 0.192 0.154 0.128 0.166 0.100
13 0.274 0.206 0.164 0.137 0.178 0.107
14 0.292 0.219 0.175 0.146 0.190 0.114
15 0.311 0.233 0.186 0.155 0.202 0.121
16 0.329 0.247 0.197 0.164 0.214 0.128
17 0.338 0.254 0.203 0.169 0.220 0.132
18 0.347 0.260 0.208 0.174 0.226 0.135
19 0.356 0.267 0.214 0.178 0.232 0.139
20 0.366 0.274 0.219 0.183 0.238 0.143
HSS
DRILLS
Material Group M1 M2 M3
ISO 513
LFTA
SUTA
Hardness/Rm
HSS-HSS/CO
Vc (m/min) 40÷60 30÷50 25÷35
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev)
3 0.065 0.052 0.046
4 0.077 0.062 0.054
5 0.089 0.071 0.062
6 0.101 0.081 0.071
CARBIDE 7 0.113 0.090 0.079
END-MILLS 8 0.125 0.100 0.087
Ø RUN OUT
<0.02mm 9 0.137 0.109 0.096
G2
10 0.148 0.119 0.104
MDTA
11 0.154 0.124 0.108
HF VH/UP
12 0.166 0.133 0.116
MEF
ALU 13 0.178 0.143 0.125
MEX/MH 14 0.190 0.152 0.133
UH/MH 15 0.202 0.162 0.141
16 0.214 0.171 0.150
17 0.220 0.176 0.154
18 0.226 0.181 0.158
19 0.232 0.185 0.162
20 0.238 0.190 0.166
HSS
END-MILLS
CARBIDE
BURRS
88
21/10/2021 12:08:19
Libro 1.indb 88 21/10/2021 12:08:19
Libro 1.indb 88