
Page 62 - Catalogue-Osawa-2021
P. 62
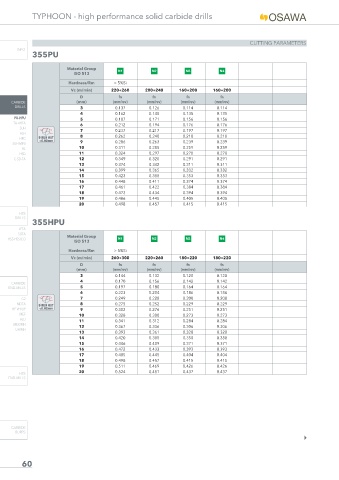
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
355PU
Material Group N1 N2 N3 N4
ISO 513
Hardness/Rm > 5%Si
Vc (m/min) 220÷260 200÷240 160÷200 160÷200
D fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.137 0.126 0.114 0.114
4 0.162 0.148 0.135 0.135
PU-HPU 5 0.187 0.171 0.156 0.156
TA-4HTA
6 0.212 0.194 0.176 0.176
SUH
7 0.237 0.217 0.197 0.197
ALH
HRC Ø RUN OUT 8 0.262 0.240 0.218 0.218
<0.02mm 9 0.286 0.263 0.239 0.239
SUH MINI
HL 10 0.311 0.285 0.259 0.259
HSD 11 0.324 0.297 0.270 0.270
C-SD-TA 12 0.349 0.320 0.291 0.291
13 0.374 0.342 0.311 0.311
14 0.399 0.365 0.332 0.332
15 0.423 0.388 0.353 0.353
16 0.448 0.411 0.374 0.374
17 0.461 0.422 0.384 0.384
18 0.473 0.434 0.394 0.394
19 0.486 0.445 0.405 0.405
20 0.498 0.457 0.415 0.415
HSS
DRILLS
355HPU
LFTA
SUTA
Material Group
HSS-HSS/CO N1 N2 N3 N4
ISO 513
Hardness/Rm > 5%Si
Vc (m/min) 260÷300 220÷260 180÷220 180÷220
D fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
3 0.144 0.132 0.120 0.120
4 0.170 0.156 0.142 0.142
CARBIDE
END-MILLS 5 0.197 0.180 0.164 0.164
6 0.223 0.204 0.186 0.186
G2 7 0.249 0.228 0.208 0.208
MDTA Ø RUN OUT 8 0.275 0.252 0.229 0.229
HF VH/UP <0.02mm 9 0.302 0.276 0.251 0.251
MEF 10 0.328 0.300 0.273 0.273
ALU
11 0.341 0.312 0.284 0.284
MEX/MH 12 0.367 0.336 0.306 0.306
UH/MH
13 0.393 0.361 0.328 0.328
14 0.420 0.385 0.350 0.350
15 0.446 0.409 0.371 0.371
16 0.472 0.433 0.393 0.393
17 0.485 0.445 0.404 0.404
18 0.498 0.457 0.415 0.415
19 0.511 0.469 0.426 0.426
20 0.524 0.481 0.437 0.437
HSS
END-MILLS
CARBIDE
BURRS
60
21/10/2021 12:08:03
Libro 1.indb 60
Libro 1.indb 60 21/10/2021 12:08:03