
Page 60 - Catalogue-Osawa-2021
P. 60
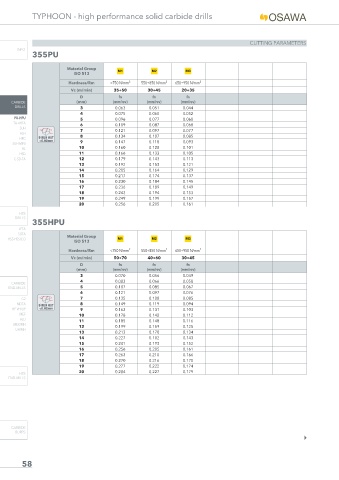
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
355PU
Material Group M1 M2 M3
ISO 513
Hardness/Rm <750 N/mm² 550÷850 N/mm² 650÷950 N/mm²
Vc (m/min) 35÷50 30÷45 20÷35
D fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev)
DRILLS 3 0.063 0.051 0.044
4 0.075 0.060 0.052
PU-HPU 5 0.096 0.077 0.060
TA-4HTA
6 0.109 0.087 0.068
SUH
7 0.121 0.097 0.077
ALH
HRC Ø RUN OUT 8 0.134 0.107 0.085
<0.02mm 9 0.147 0.118 0.093
SUH MINI
HL 10 0.160 0.128 0.101
HSD 11 0.166 0.133 0.105
C-SD-TA 12 0.179 0.143 0.113
13 0.192 0.153 0.121
14 0.205 0.164 0.129
15 0.217 0.174 0.137
16 0.230 0.184 0.145
17 0.236 0.189 0.149
18 0.243 0.194 0.153
19 0.249 0.199 0.157
20 0.256 0.205 0.161
HSS
DRILLS
355HPU
LFTA
SUTA
Material Group
HSS-HSS/CO M1 M2 M3
ISO 513
Hardness/Rm <750 N/mm² 550÷850 N/mm² 650÷950 N/mm²
Vc (m/min) 50÷70 40÷60 30÷45
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev)
3 0.070 0.056 0.049
4 0.083 0.066 0.058
CARBIDE
END-MILLS 5 0.107 0.085 0.067
6 0.121 0.097 0.076
G2 7 0.135 0.108 0.085
MDTA Ø RUN OUT 8 0.149 0.119 0.094
HF VH/UP <0.02mm 9 0.163 0.131 0.103
MEF 10 0.178 0.142 0.112
ALU
11 0.185 0.148 0.116
MEX/MH 12 0.199 0.159 0.125
UH/MH
13 0.213 0.170 0.134
14 0.227 0.182 0.143
15 0.241 0.193 0.152
16 0.256 0.205 0.161
17 0.263 0.210 0.166
18 0.270 0.216 0.170
19 0.277 0.222 0.174
20 0.284 0.227 0.179
HSS
END-MILLS
CARBIDE
BURRS
58
21/10/2021 12:08:02
Libro 1.indb 58
Libro 1.indb 58 21/10/2021 12:08:02