
Page 413 - Catalogue-Osawa-2021
P. 413
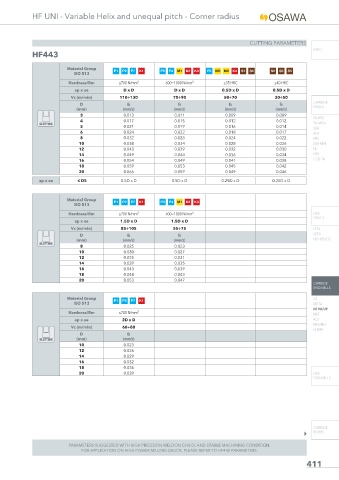
HF UNI - Variable Helix and unequal pitch - Corner radius
CUTTING PARAMETERS
INFO
HF443
Material Group P1 P2 P7 K1 P3 P4 M1 K2 K3 P5 M2 M3 K4 S1 S4 S2 S3 S5
ISO 513
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC ≤40 HRC
ap x ae D x D D x D 0.5D x D 0.5D x D
Vc (m/min) 110÷130 70÷90 50÷70 30÷50
CARBIDE
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z) DRILLS
3 0.013 0.011 0.009 0.009
PU-HPU
4 0.017 0.015 0.012 0.012
SLOTTING TA-4HTA
5 0.021 0.019 0.016 0.014
SUH
6 0.024 0.022 0.018 0.017 ALH
8 0.032 0.028 0.024 0.022 HRC
10 0.038 0.034 0.028 0.026 SUH MINI
12 0.043 0.039 0.032 0.030 HL
14 0.049 0.044 0.036 0.034 HSD
16 0.054 0.049 0.041 0.038 C-SD-TA
18 0.059 0.053 0.045 0.042
20 0.066 0.059 0.049 0.046
ap x ae ≤ D5 0.5D x D 0.5D x D 0.25D x D 0.25D x D
Material Group P1 P2 P7 K1 P3 P4 M1 K2 K3
ISO 513
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² HSS
DRILLS
ap x ae 1.5D x D 1.5D x D
Vc (m/min) 85÷105 55÷75 LFTA
SUTA
D fz fz
(mm) (mm/z) (mm/z) HSS-HSS/CO
SLOTTING
8 0.025 0.023
10 0.030 0.027
12 0.035 0.031
14 0.039 0.035
16 0.043 0.039
18 0.048 0.043
20 0.053 0.047
CARBIDE
END-MILLS
Material Group P1 P2 P7 K1 G2
ISO 513 MDTA
HF VH/UP
Hardness/Rm ≤700 N/mm²
MEF
ap x ae 2D x D ALU
MEX/MH
Vc (m/min) 60÷80
UH/MH
D fz
SLOTTING (mm) (mm/z)
10 0.023
12 0.026
14 0.029
16 0.032
18 0.036
20 0.039 HSS
END-MILLS
CARBIDE
BURRS
PARAMETERS SUGGESTED WITH HIGH PRECISION WELDON CHUCK AND STABLE MACHINING CONDITION.
FOR APPLICATION ON HIGH POWER MILLING CHUCK, PLEASE REFER TO HF442 PARAMETERS.
411
21/10/2021 12:14:15
Libro 1.indb 411
Libro 1.indb 411 21/10/2021 12:14:15