
Page 397 - Catalogue-Osawa-2021
P. 397
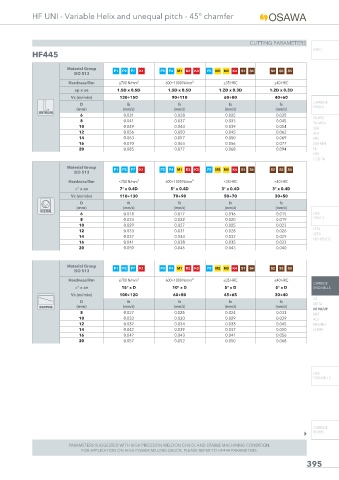
HF UNI - Variable Helix and unequal pitch - 45° chamfer
CUTTING PARAMETERS
INFO
HF445
Material Group P1 P2 P7 K1 P3 P4 M1 K2 K3 P5 M2 M3 K4 S1 S4 S2 S3 S5
ISO 513
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC ≤40 HRC
ap x ae 1.5D x 0.5D 1.5D x 0.5D 1.2D x 0.3D 1.2D x 0.3D
Vc (m/min) 130÷150 90÷110 60÷80 40÷60
CARBIDE
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z) DRILLS
SIDE MILLING
6 0.031 0.028 0.025 0.035
PU-HPU
8 0.041 0.037 0.033 0.045
TA-4HTA
10 0.049 0.044 0.039 0.054
SUH
12 0.056 0.050 0.045 0.062 ALH
14 0.063 0.057 0.050 0.069 HRC
16 0.070 0.063 0.056 0.077 SUH MINI
20 0.085 0.077 0.068 0.094 HL
HSD
C-SD-TA
Material Group P1 P2 P7 K1 P3 P4 M1 K2 K3 P5 M2 M3 K4 S1 S4 S2 S3 S5
ISO 513
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC ≤40 HRC
° x ae 7° x 0.4D 5° x 0.4D 3° x 0.4D 3° x 0.4D
Vc (m/min) 110÷130 70÷90 50÷70 30÷50
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
HELICAL
6 0.018 0.017 0.016 0.015 HSS
DRILLS
8 0.024 0.022 0.020 0.019
10 0.029 0.027 0.025 0.023
LFTA
12 0.033 0.031 0.028 0.026
SUTA
14 0.037 0.034 0.032 0.029
HSS-HSS/CO
16 0.041 0.038 0.035 0.033
20 0.050 0.046 0.043 0.040
Material Group P1 P2 P7 K1 P3 P4 M1 K2 K3 P5 M2 M3 K4 S1 S4 S2 S3 S5
ISO 513
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC ≤40 HRC
CARBIDE
° x ae 15° x D 10° x D 5° x D 5° x D END-MILLS
Vc (m/min) 100÷120 60÷80 45÷65 30÷40
G2
D fz fz fz fz MDTA
RAMPING (mm) (mm/z) (mm/z) (mm/z) (mm/z)
HF VH/UP
8 0.027 0.025 0.024 0.033
MEF
10 0.033 0.030 0.029 0.039 ALU
12 0.037 0.034 0.033 0.045 MEX/MH
14 0.042 0.039 0.037 0.050 UH/MH
16 0.047 0.043 0.041 0.056
20 0.057 0.052 0.050 0.068
HSS
END-MILLS
CARBIDE
BURRS
PARAMETERS SUGGESTED WITH HIGH PRECISION WELDON CHUCK AND STABLE MACHINING CONDITION.
FOR APPLICATION ON HIGH POWER MILLING CHUCK, PLEASE REFER TO HF444 PARAMETERS.
395
Libro 1.indb 395
Libro 1.indb 395 21/10/2021 12:13:49
21/10/2021 12:13:49