
Page 666 - Catalogue-Osawa-2021
P. 666
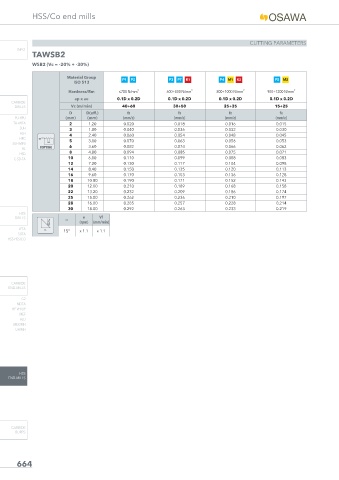
HSS/Co end mills
CUTTING PARAMETERS
INFO
TAWSB2
WSB2 (Vc = -20% ÷ -30%)
Material Group P1 P2 P3 P7 K1 P4 M1 K2 P5 M2
ISO 513
Hardness/Rm ≤700 N/mm² 600÷800 N/mm² 800÷1000 N/mm² 900÷1200 N/mm²
ap x ae 0.1D x 0.2D 0.1D x 0.2D 0.1D x 0.2D 0.1D x 0.2D
CARBIDE
DRILLS Vc (m/min) 40÷60 30÷50 25÷35 15÷25
D D(eff .) fz fz fz fz
PU-HPU (mm) (mm) (mm/z) (mm/z) (mm/z) (mm/z)
TA-4HTA 2 1.20 0.020 0.018 0.016 0.015
SUH 3 1.80 0.040 0.036 0.032 0.030
ALH
4 2.40 0.060 0.054 0.048 0.045
HRC ap
ae 5 3.00 0.070 0.063 0.056 0.053
SUH MINI
HL COPYING 6 3.60 0.082 0.074 0.066 0.062
8 4.80 0.094 0.085 0.075 0.071
HSD
C-SD-TA 10 6.00 0.110 0.099 0.088 0.083
12 7.20 0.130 0.117 0.104 0.098
14 8.40 0.150 0.135 0.120 0.113
16 9.60 0.170 0.153 0.136 0.128
18 10.80 0.190 0.171 0.152 0.143
20 12.00 0.210 0.189 0.168 0.158
22 13.20 0.232 0.209 0.186 0.174
25 15.00 0.262 0.236 0.210 0.197
28 16.80 0.285 0.257 0.228 0.214
30 18.00 0.292 0.263 0.233 0.219
HSS
DRILLS n Vf
(rpm) (mm/min)
LFTA _ 15° x 1.1 x 1.1
SUTA
HSS-HSS/CO
CARBIDE
END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX/MH
UH/MH
HSS
END-MILLS
CARBIDE
BURRS
664
21/10/2021 12:18:08
Libro 1.indb 664 21/10/2021 12:18:08
Libro 1.indb 664