
Page 662 - Catalogue-Osawa-2021
P. 662
HSS/Co - HSSP end mills
CUTTING PARAMETERS
INFO
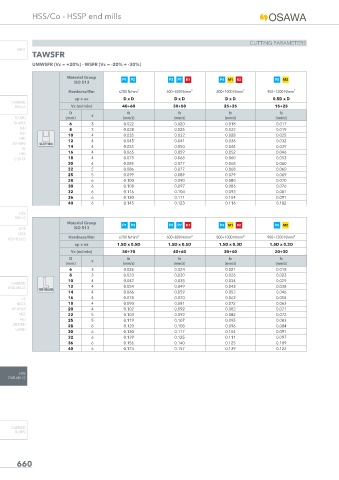
TAWSFR
UMWSFR (Vc = +20%) - WSFR (Vc = -20% ÷ -30%)
Material Group P1 P2 P3 P7 K1 P4 M1 K2 P5 M2
ISO 513
Hardness/Rm ≤700 N/mm² 600÷800 N/mm² 800÷1000 N/mm² 900÷1200 N/mm²
ap x ae D x D D x D D x D 0.5D x D
CARBIDE
DRILLS Vc (m/min) 40÷60 30÷50 25÷35 15÷25
D z fz fz fz fz
PU-HPU (mm) (mm/z) (mm/z) (mm/z) (mm/z)
TA-4HTA 6 3 0.022 0.020 0.018 0.017
SUH 8 3 0.028 0.025 0.022 0.019
ALH
10 4 0.035 0.032 0.028 0.025
HRC 12 4 0.045 0.041 0.036 0.032
SUH MINI SLOTTING
14 4 0.055 0.050 0.044 0.039
HL
16 4 0.065 0.059 0.052 0.046
HSD
C-SD-TA 18 4 0.075 0.068 0.060 0.053
20 4 0.085 0.077 0.068 0.060
22 5 0.086 0.077 0.068 0.060
25 5 0.099 0.089 0.079 0.069
28 6 0.100 0.090 0.080 0.070
30 6 0.108 0.097 0.086 0.076
32 6 0.116 0.104 0.093 0.081
36 6 0.130 0.111 0.104 0.091
40 6 0.145 0.123 0.116 0.102
HSS
DRILLS
Material Group P1 P2 P3 P7 K1 P4 M1 K2 P5 M2
LFTA ISO 513
SUTA
Hardness/Rm ≤700 N/mm² 600÷800 N/mm² 800÷1000 N/mm² 900÷1200 N/mm²
HSS-HSS/CO
ap x ae 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.3D 1.5D x 0.3D
Vc (m/min) 50÷70 40÷60 30÷40 20÷30
D fz fz fz fz
(mm) z (mm/z) (mm/z) (mm/z) (mm/z)
6 3 0.026 0.024 0.021 0.018
8 3 0.033 0.030 0.026 0.023
10 4 0.042 0.038 0.034 0.029
CARBIDE
END-MILLS SIDE MILLING 12 4 0.054 0.049 0.043 0.038
14 4 0.066 0.059 0.053 0.046
G2 16 4 0.078 0.070 0.062 0.055
MDTA 18 4 0.090 0.081 0.072 0.063
HF VH/UP 20 4 0.102 0.092 0.082 0.071
MEF 22 5 0.103 0.092 0.082 0.072
ALU 25 5 0.119 0.107 0.095 0.083
MEX/MH
28 6 0.120 0.108 0.096 0.084
UH/MH
30 6 0.130 0.117 0.104 0.091
32 6 0.139 0.125 0.111 0.097
36 6 0.156 0.140 0.125 0.109
40 6 0.174 0.157 0.139 0.122
HSS
END-MILLS
CARBIDE
BURRS
660
21/10/2021 12:18:04
Libro 1.indb 660 21/10/2021 12:18:04
Libro 1.indb 660