
Page 643 - Catalogue-Osawa-2021
P. 643
HSS/Co - HSSP end mills
CUTTING PARAMETERS
INFO
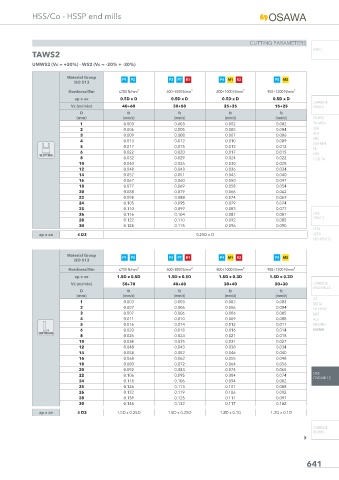
TAWS2
UMWS2 (Vc = +20%) - WS2 (Vc = -20% ÷ -30%)
Material Group P1 P2 P3 P7 K1 P4 M1 K2 P5 M2
ISO 513
Hardness/Rm ≤700 N/mm² 600÷800 N/mm² 800÷1000 N/mm² 900÷1200 N/mm²
ap x ae 0.5D x D 0.5D x D 0.5D x D 0.5D x D
CARBIDE
Vc (m/min) 40÷60 30÷50 25÷35 15÷25 DRILLS
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z) PU-HPU
1 0.003 0.003 0.002 0.002 TA-4HTA
2 0.006 0.005 0.005 0.004 SUH
ALH
3 0.009 0.008 0.007 0.006
HRC
4 0.013 0.012 0.010 0.009
SUH MINI
5 0.017 0.015 0.013 0.012
HL
6 0.022 0.020 0.017 0.015
SLOTTING HSD
8 0.032 0.029 0.024 0.022 C-SD-TA
10 0.040 0.036 0.030 0.028
12 0.048 0.043 0.036 0.034
14 0.057 0.051 0.043 0.040
16 0.067 0.060 0.050 0.047
18 0.077 0.069 0.058 0.054
20 0.088 0.079 0.066 0.062
22 0.098 0.088 0.074 0.069
24 0.105 0.095 0.079 0.074
25 0.110 0.099 0.083 0.077
26 0.116 0.104 0.087 0.081 HSS
DRILLS
28 0.122 0.110 0.092 0.085
30 0.128 0.115 0.096 0.090
LFTA
ap x ae ≤ D3 0.25D x D SUTA
HSS-HSS/CO
Material Group P1 P2 P3 P7 K1 P4 M1 K2 P5 M2
ISO 513
Hardness/Rm ≤700 N/mm² 600÷800 N/mm² 800÷1000 N/mm² 900÷1200 N/mm²
ap x ae 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.3D 1.5D x 0.3D
Vc (m/min) 50÷70 40÷60 30÷40 20÷30 CARBIDE
END-MILLS
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
G2
1 0.003 0.003 0.003 0.003
MDTA
2 0.007 0.006 0.006 0.004
HF VH/UP
3 0.007 0.006 0.006 0.005 MEF
4 0.011 0.010 0.009 0.008 ALU
5 0.016 0.014 0.012 0.011 MEX/MH
6 0.020 0.018 0.016 0.014 UH/MH
SIDE MILLING
8 0.026 0.024 0.021 0.018
10 0.038 0.035 0.031 0.027
12 0.048 0.043 0.038 0.034
14 0.058 0.052 0.046 0.040
16 0.068 0.062 0.055 0.048
18 0.080 0.072 0.064 0.056
20 0.092 0.083 0.074 0.065
HSS
22 0.106 0.095 0.084 0.074
END-MILLS
24 0.118 0.106 0.094 0.082
25 0.126 0.113 0.101 0.088
26 0.132 0.119 0.106 0.092
28 0.139 0.125 0.111 0.097
30 0.146 0.132 0.117 0.102
ap x ae ≤ D3 1.5D x 0.25D 1.5D x 0.25D 1.2D x 0.1D 1.2D x 0.1D
CARBIDE
BURRS
641
21/10/2021 12:17:49
Libro 1.indb 641
Libro 1.indb 641 21/10/2021 12:17:49