
Page 558 - Catalogue-Osawa-2021
P. 558
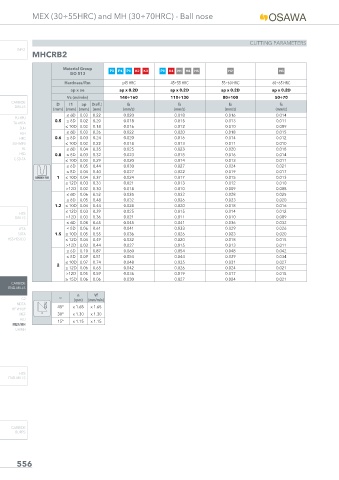
MEX (30÷55HRC) and MH (30÷70HRC) - Ball nose
CUTTING PARAMETERS
INFO
MHCRB2
Material Group P3 P4 P5 K2 K3 P6 K4 H1 H4 H5 H2 H3
ISO 513
Hardness/Rm ≤45 HRC 45÷55 HRC 55÷60 HRC 60÷65 HRC
ap x ae ap x 0.2D ap x 0.2D ap x 0.2D ap x 0.2D
Vc (m/min) 140÷160 110÷130 80÷100 50÷70
CARBIDE D l1 ap D(eff .) fz fz fz fz
DRILLS
(mm) (mm) (mm) (mm) (mm/z) (mm/z) (mm/z) (mm/z)
≤ 6D 0.03 0.22 0.020 0.018 0.016 0.014
PU-HPU
0.5 ≤ 8D 0.02 0.20 0.018 0.015 0.013 0.011
TA-4HTA
≤ 10D 0.02 0.18 0.016 0.012 0.010 0.009
SUH
ALH ≤ 6D 0.03 0.26 0.022 0.020 0.018 0.015
HRC 0.6 ≤ 8D 0.03 0.24 0.020 0.016 0.014 0.012
SUH MINI ≤ 10D 0.02 0.22 0.018 0.013 0.011 0.010
HL ≤ 6D 0.04 0.35 0.025 0.023 0.020 0.018
HSD 0.8 ≤ 8D 0.03 0.32 0.023 0.018 0.016 0.014
C-SD-TA ≤ 10D 0.03 0.29 0.020 0.014 0.013 0.011
≤ 6D 0.05 0.44 0.030 0.027 0.024 0.021
≤ 8D 0.04 0.40 0.027 0.022 0.019 0.017
ROUND RIB 1 ≤ 10D 0.04 0.37 0.024 0.017 0.015 0.013
≤ 12D 0.03 0.33 0.021 0.013 0.012 0.010
>12D 0.02 0.30 0.018 0.010 0.009 0.008
≤ 6D 0.06 0.52 0.035 0.032 0.028 0.025
≤ 8D 0.05 0.48 0.032 0.026 0.023 0.020
1.2 ≤ 10D 0.04 0.44 0.028 0.020 0.018 0.016
≤ 12D 0.03 0.39 0.025 0.015 0.014 0.012
HSS
DRILLS >12D 0.03 0.36 0.021 0.011 0.010 0.009
≤ 6D 0.08 0.65 0.045 0.041 0.036 0.032
LFTA ≤ 8D 0.06 0.61 0.041 0.033 0.029 0.026
SUTA 1.5 ≤ 10D 0.05 0.55 0.036 0.026 0.023 0.020
HSS-HSS/CO ≤ 12D 0.04 0.49 0.032 0.020 0.018 0.015
>12D 0.03 0.44 0.027 0.015 0.013 0.011
≤ 6D 0.10 0.87 0.060 0.054 0.048 0.042
≤ 8D 0.09 0.81 0.054 0.044 0.039 0.034
≤ 10D 0.07 0.74 0.048 0.035 0.031 0.027
2
≤ 12D 0.06 0.65 0.042 0.026 0.024 0.021
>12D 0.05 0.59 0.036 0.019 0.017 0.015
≥ 15D 0.06 0.06 0.030 0.027 0.024 0.021
CARBIDE
END-MILLS
n Vf
G2 (rpm) (mm/min)
MDTA
45° x 1.65 x 1.65
HF VH/UP
MEF _ 30° x 1.30 x 1.30
ALU 15° x 1.15 x 1.15
MEX/MH
UH/MH
HSS
END-MILLS
CARBIDE
BURRS
556
21/10/2021 12:16:39
Libro 1.indb 556 21/10/2021 12:16:39
Libro 1.indb 556