
Page 484 - Catalogue-Osawa-2021
P. 484
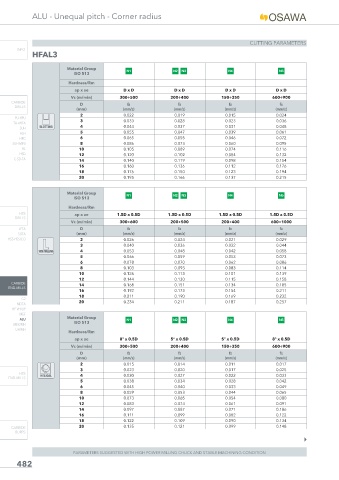
ALU - Unequal pitch - Corner radius
CUTTING PARAMETERS
INFO
HFAL3
Material Group N1 N2 N3 N4 N5
ISO 513
Hardness/Rm
ap x ae D x D D x D D x D D x D
Vc (m/min) 300÷500 200÷400 150÷350 600÷900
CARBIDE D fz fz fz fz
DRILLS
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
2 0.022 0.019 0.015 0.024
PU-HPU
3 0.033 0.028 0.023 0.036
TA-4HTA
SUH SLOTTING 4 0.044 0.037 0.031 0.048
ALH 5 0.055 0.047 0.039 0.061
HRC 6 0.065 0.055 0.046 0.072
SUH MINI 8 0.086 0.073 0.060 0.095
HL 10 0.105 0.089 0.074 0.116
HSD 12 0.120 0.102 0.084 0.132
C-SD-TA 14 0.140 0.119 0.098 0.154
16 0.160 0.136 0.112 0.176
18 0.176 0.150 0.123 0.194
20 0.195 0.166 0.137 0.215
Material Group N1 N2 N3 N4 N5
ISO 513
Hardness/Rm
HSS ap x ae 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.5D
DRILLS
Vc (m/min) 300÷600 200÷500 200÷400 600÷1000
LFTA D fz fz fz fz
SUTA (mm) (mm/z) (mm/z) (mm/z) (mm/z)
HSS-HSS/CO 2 0.026 0.024 0.021 0.029
3 0.040 0.036 0.032 0.044
SIDE MILLING 4 0.053 0.048 0.042 0.058
5 0.066 0.059 0.053 0.073
6 0.078 0.070 0.062 0.086
8 0.103 0.093 0.083 0.114
10 0.126 0.113 0.101 0.139
12 0.144 0.130 0.115 0.158
CARBIDE 14 0.168 0.151 0.134 0.185
END-MILLS
16 0.192 0.173 0.154 0.211
18 0.211 0.190 0.169 0.232
G2
20 0.234 0.211 0.187 0.257
MDTA
HF VH/UP
MEF
Material Group
ALU N1 N2 N3 N4 N5
MEX/MH ISO 513
UH/MH
Hardness/Rm
ap x ae 8° x 0.5D 5° x 0.5D 5° x 0.5D 8° x 0.5D
Vc (m/min) 300÷500 200÷400 150÷350 600÷900
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
2 0.015 0.014 0.011 0.017
3 0.023 0.020 0.017 0.025
HSS
END-MILLS HELICAL 4 0.030 0.027 0.022 0.033
5 0.038 0.034 0.028 0.042
6 0.045 0.040 0.033 0.049
8 0.059 0.053 0.044 0.065
10 0.073 0.065 0.054 0.080
12 0.083 0.074 0.061 0.091
14 0.097 0.087 0.071 0.106
16 0.111 0.099 0.082 0.122
18 0.122 0.109 0.090 0.134
CARBIDE 20 0.135 0.121 0.099 0.148
BURRS
PARAMETERS SUGGESTED WITH HIGH POWER MILLING CHUCK AND STABLE MACHINING CONDITION
482
21/10/2021 12:15:51
Libro 1.indb 482
Libro 1.indb 482 21/10/2021 12:15:51