
Page 444 - Catalogue-Osawa-2021
P. 444
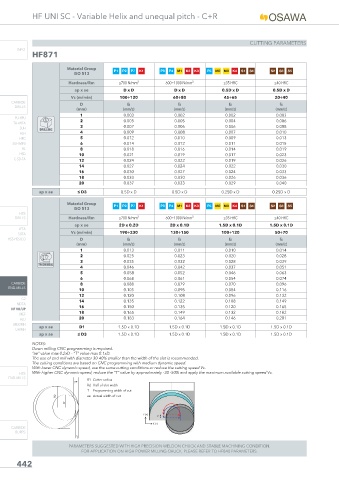
HF UNI SC - Variable Helix and unequal pitch - C+R
CUTTING PARAMETERS
INFO
HF871
Material Group P1 P2 P7 K1 P3 P4 M1 K2 K3 P5 M2 M3 K4 S1 S4 S2 S3 S5
ISO 513
Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC ≤40 HRC
ap x ae D x D D x D 0.5D x D 0.5D x D
Vc (m/min) 100÷120 60÷80 45÷65 20÷40
CARBIDE D fz fz fz fz
DRILLS
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
1 0.003 0.002 0.002 0.003
PU-HPU
2 0.005 0.005 0.004 0.006
TA-4HTA
3 0.007 0.006 0.006 0.008
SUH DRILLING
ALH 4 0.009 0.008 0.007 0.010
HRC 5 0.012 0.010 0.009 0.013
SUH MINI 6 0.014 0.012 0.011 0.015
HL 8 0.018 0.016 0.014 0.019
HSD 10 0.021 0.019 0.017 0.023
C-SD-TA 12 0.024 0.022 0.019 0.026
14 0.027 0.024 0.022 0.030
16 0.030 0.027 0.024 0.033
18 0.033 0.030 0.026 0.036
20 0.037 0.033 0.029 0.040
ap x ae ≤ D3 0.5D x D 0.5D x D 0.25D x D 0.25D x D
Material Group P1 P2 P7 K1 P3 P4 M1 K2 K3 P5 M2 M3 K4 S1 S4 S2 S3 S5
ISO 513
HSS
DRILLS Hardness/Rm ≤700 N/mm² 600÷1000 N/mm² ≤35 HRC ≤40 HRC
ap x ae 2D x 0.2D 2D x 0.1D 1.5D x 0.1D 1.5D x 0.1D
LFTA
SUTA Vc (m/min) 190÷230 130÷150 100÷120 50÷70
HSS-HSS/CO D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
1 0.013 0.011 0.010 0.014
2 0.025 0.023 0.020 0.028
3 0.035 0.032 0.028 0.039
TROCHOIDAL
4 0.046 0.042 0.037 0.051
5 0.058 0.052 0.046 0.063
6 0.068 0.061 0.054 0.074
CARBIDE 8 0.088 0.079 0.070 0.096
END-MILLS
10 0.105 0.095 0.084 0.116
12 0.120 0.108 0.096 0.132
G2
14 0.135 0.122 0.108 0.149
MDTA
16 0.150 0.135 0.120 0.165
HF VH/UP
18 0.165 0.149 0.132 0.182
MEF
ALU 20 0.183 0.164 0.146 0.201
MEX/MH
UH/MH ap x ae D1 1.5D x 0.1D 1.5D x 0.1D 1.5D x 0.1D 1.5D x 0.1D
ap x ae ≤ D3 1.5D x 0.1D 1.5D x 0.1D 1.5D x 0.1D 1.5D x 0.1D
NOTES:
Down milling CNC programming is required.
“ae” value max 0.2xD - “T” value max 0.1xD.
The use of end mill with diameter 30-40% smaller than the width of the slot is recommended.
The cutting conditions are based on CNC programming with medium dynamic speed.
With lower CNC dynamic speed, use the same cutting conditions or reduce the cutting speed Vc.
HSS With higher CNC dynamic speed, reduce the “T” value by approximately -30 -50% and apply the maximum available cutting speed Vc.
END-MILLS
ae R1 Cutter radius
R2 Half of slot width
T Programming width of cut
R2 ae Actual width of cut
R1
Y (+)
Y
X (+)
CARBIDE
BURRS
T
PARAMETERS SUGGESTED WITH HIGH PRECISION WELDON CHUCK AND STABLE MACHINING CONDITION.
FOR APPLICATION ON HIGH POWER MILLING CHUCK, PLEASE REFER TO HF840 PARAMETERS.
442
21/10/2021 12:15:06
Libro 1.indb 442 21/10/2021 12:15:06
Libro 1.indb 442