
Page 161 - TyphoonOsawa
P. 161
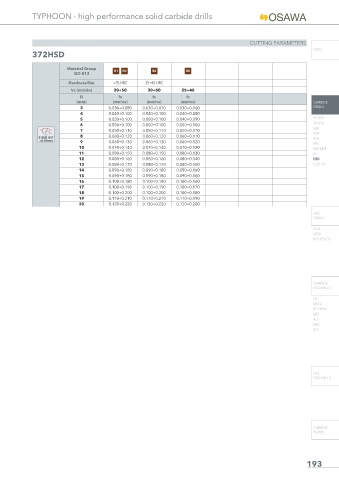
TYPHOON - high performance solid carbide drills
CUTTING PARAMETERS
INFO
372HSD
Material Group S1 S2 S3 S5
ISO 513
Hardness/Rm <35 HRC 35÷45 HRC
Vc (m/min) 30÷50 30÷50 25÷45
D fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) CARBIDE
3 0.030÷0.080 0.030÷0.070 0.030÷0.060 DRILLS
4 0.040÷0.100 0.040÷0.100 0.040÷0.080
5 0.050÷0.100 0.050÷0.100 0.040÷0.090 PU-HPU
TA-HTA
6 0.050÷0.100 0.050÷0.100 0.050÷0.100
SUH
7 0.050÷0.110 0.050÷0.110 0.050÷0.110
HVA
8 0.060÷0.120 0.060÷0.120 0.060÷0.110
Ø RUN OUT ALH
<0.02mm 9 0.060÷0.130 0.060÷0.130 0.060÷0.120
HRC
10 0.070÷0.140 0.070÷0.140 0.070÷0.120 SUH MINI
11 0.080÷0.150 0.080÷0.150 0.080÷0.130 HL
12 0.080÷0.160 0.080÷0.160 0.080÷0.140 HSD
13 0.080÷0.170 0.080÷0.170 0.080÷0.150 C-SD-TA
14 0.090÷0.180 0.090÷0.180 0.090÷0.160
15 0.090÷0.180 0.090÷0.180 0.090÷0.160
16 0.100÷0.180 0.100÷0.180 0.100÷0.160
17 0.100÷0.190 0.100÷0.190 0.100÷0.170
18 0.100÷0.200 0.100÷0.200 0.100÷0.180
19 0.110÷0.210 0.110÷0.210 0.110÷0.190
20 0.120÷0.220 0.120÷0.220 0.120÷0.200
HSS
DRILLS
LFTA
SUTA
HSS-HSS/CO
CARBIDE
END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX
UH
HSS
END-MILLS
CARBIDE
BURRS
193