
Page 652 - Catalogue-Osawa-2021
P. 652
HSS/Co end mills
CUTTING PARAMETERS
INFO
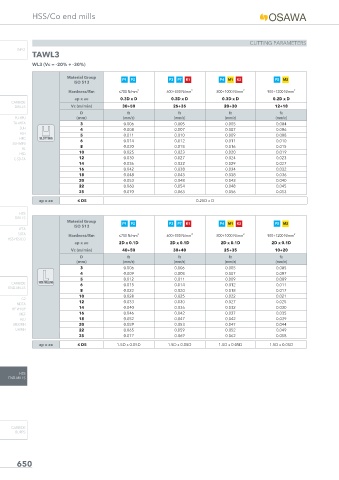
TAWL3
WL3 (Vc = -20% ÷ -30%)
Material Group P1 P2 P3 P7 K1 P4 M1 K2 P5 M2
ISO 513
Hardness/Rm ≤700 N/mm² 600÷800 N/mm² 800÷1000 N/mm² 900÷1200 N/mm²
ap x ae 0.3D x D 0.3D x D 0.3D x D 0.2D x D
CARBIDE
DRILLS Vc (m/min) 30÷50 25÷35 20÷30 12÷18
D fz fz fz fz
PU-HPU (mm) (mm/z) (mm/z) (mm/z) (mm/z)
TA-4HTA 3 0.006 0.005 0.005 0.004
SUH 4 0.008 0.007 0.007 0.006
ALH 5 0.011 0.010 0.009 0.008
HRC SLOTTING
6 0.014 0.012 0.011 0.010
SUH MINI
8 0.020 0.018 0.016 0.015
HL
10 0.025 0.023 0.020 0.019
HSD
C-SD-TA 12 0.030 0.027 0.024 0.023
14 0.036 0.032 0.029 0.027
16 0.042 0.038 0.034 0.032
18 0.048 0.043 0.038 0.036
20 0.053 0.048 0.043 0.040
22 0.060 0.054 0.048 0.045
25 0.070 0.063 0.056 0.053
ap x ae ≤ D5 0.25D x D
HSS
DRILLS
Material Group P1 P2 P3 P7 K1 P4 M1 K2 P5 M2
ISO 513
LFTA
SUTA
Hardness/Rm ≤700 N/mm² 600÷800 N/mm² 800÷1000 N/mm² 900÷1200 N/mm²
HSS-HSS/CO
ap x ae 2D x 0.1D 2D x 0.1D 2D x 0.1D 2D x 0.1D
Vc (m/min) 40÷50 30÷40 25÷35 10÷20
D fz fz fz fz
(mm) (mm/z) (mm/z) (mm/z) (mm/z)
3 0.006 0.006 0.005 0.005
4 0.009 0.008 0.007 0.007
5 0.012 0.011 0.009 0.009
CARBIDE SIDE MILLING 6 0.015 0.014 0.012 0.011
END-MILLS
8 0.022 0.020 0.018 0.017
10 0.028 0.025 0.022 0.021
G2
12 0.033 0.030 0.027 0.025
MDTA
14 0.040 0.036 0.032 0.030
HF VH/UP
MEF 16 0.046 0.042 0.037 0.035
ALU 18 0.052 0.047 0.042 0.039
MEX/MH 20 0.059 0.053 0.047 0.044
UH/MH 22 0.065 0.059 0.052 0.049
25 0.077 0.069 0.062 0.058
ap x ae ≤ D5 1.5D x 0.05D 1.5D x 0.05D 1.5D x 0.05D 1.5D x 0.05D
HSS
END-MILLS
CARBIDE
BURRS
650
21/10/2021 12:17:57
Libro 1.indb 650 21/10/2021 12:17:57
Libro 1.indb 650