
Page 271 - Catalogue-Osawa-2021
P. 271
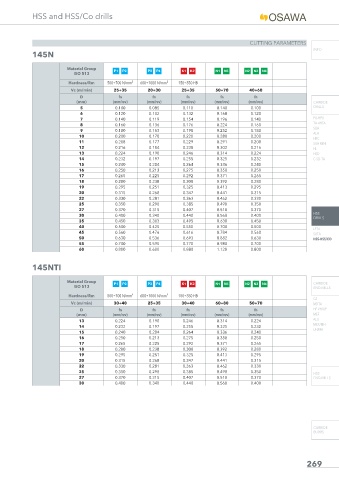
HSS and HSS/Co drills
CUTTING PARAMETERS
INFO
145N
Material Group P1 P2 P3 P4 K1 K2 N1 N5 N2 N3 N4
ISO 513
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 150÷350 HB
Vc (m/min) 25÷35 20÷30 25÷35 50÷70 40÷60
D fn fn fn fn fn
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE
5 0.100 0.085 0.110 0.140 0.100 DRILLS
6 0.120 0.102 0.132 0.168 0.120
7 0.140 0.119 0.154 0.196 0.140 PU-HPU
TA-4HTA
8 0.160 0.136 0.176 0.224 0.160
SUH
9 0.180 0.153 0.198 0.252 0.180
ALH
10 0.200 0.170 0.220 0.280 0.200
HRC
11 0.208 0.177 0.229 0.291 0.208
SUH MINI
12 0.216 0.184 0.238 0.302 0.216 HL
13 0.224 0.190 0.246 0.314 0.224 HSD
14 0.232 0.197 0.255 0.325 0.232 C-SD-TA
15 0.240 0.204 0.264 0.336 0.240
16 0.250 0.213 0.275 0.350 0.250
17 0.265 0.225 0.292 0.371 0.265
18 0.280 0.238 0.308 0.392 0.280
19 0.295 0.251 0.325 0.413 0.295
20 0.315 0.268 0.347 0.441 0.315
22 0.330 0.281 0.363 0.462 0.330
25 0.350 0.298 0.385 0.490 0.350
27 0.370 0.315 0.407 0.518 0.370
HSS
30 0.400 0.340 0.440 0.560 0.400
DRILLS
35 0.450 0.383 0.495 0.630 0.450
40 0.500 0.425 0.550 0.700 0.500
LFTA
45 0.560 0.476 0.616 0.784 0.560 SUTA
50 0.630 0.536 0.693 0.882 0.630 HSS-HSS/CO
55 0.700 0.595 0.770 0.980 0.700
60 0.800 0.680 0.880 1.120 0.800
145NTI
Material Group P1 P2 P3 P4 K1 K2 N1 N5 N2 N3 N4 CARBIDE
ISO 513 END-MILLS
Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 150÷350 HB
G2
Vc (m/min) 30÷40 25÷35 30÷40 60÷80 50÷70 MDTA
D fn fn fn fn fn HF VH/UP
(mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) MEF
ALU
13 0.224 0.190 0.246 0.314 0.224
MEX/MH
14 0.232 0.197 0.255 0.325 0.232
UH/MH
15 0.240 0.204 0.264 0.336 0.240
16 0.250 0.213 0.275 0.350 0.250
17 0.265 0.225 0.292 0.371 0.265
18 0.280 0.238 0.308 0.392 0.280
19 0.295 0.251 0.325 0.413 0.295
20 0.315 0.268 0.347 0.441 0.315
22 0.330 0.281 0.363 0.462 0.330
25 0.350 0.298 0.385 0.490 0.350
HSS
27 0.370 0.315 0.407 0.518 0.370 END-MILLS
30 0.400 0.340 0.440 0.560 0.400
CARBIDE
BURRS
269
Libro 1.indb 269 21/10/2021 12:10:41
Libro 1.indb 269
21/10/2021 12:10:41