
Page 184 - Catalogue-Osawa-2021
P. 184
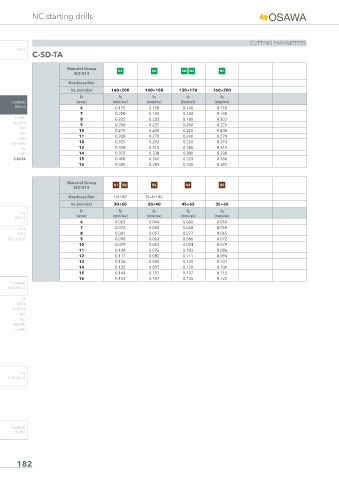
NC starting drills
CUTTING PARAMETERS
INFO
C-SD-TA
Material Group N1 N2 N3 N4 N5
ISO 513
Hardness/Rm
Vc (m/min) 160÷200 140÷180 130÷170 160÷200
D fn fn fn fn
CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
DRILLS 6 0.175 0.158 0.140 0.158
7 0.200 0.180 0.160 0.180
PU-HPU 8 0.225 0.203 0.180 0.203
TA-4HTA
9 0.250 0.225 0.200 0.225
SUH
10 0.275 0.248 0.220 0.248
ALH
11 0.300 0.270 0.240 0.270
HRC
12 0.325 0.293 0.260 0.293
SUH MINI
HL 13 0.350 0.315 0.280 0.315
HSD 14 0.375 0.338 0.300 0.338
C-SD-TA 15 0.400 0.360 0.320 0.360
16 0.425 0.383 0.340 0.383
Material Group S1 S2 S3 S4 S5
ISO 513
Hardness/Rm <35 HRC 35÷45 HRC
Vc (m/min) 30÷50 20÷40 45÷65 35÷55
D fn fn fn fn
HSS
DRILLS (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
6 0.063 0.044 0.060 0.050
LFTA 7 0.072 0.050 0.068 0.058
SUTA 8 0.081 0.057 0.077 0.065
HSS-HSS/CO 9 0.090 0.063 0.086 0.072
10 0.099 0.069 0.094 0.079
11 0.108 0.076 0.103 0.086
12 0.117 0.082 0.111 0.094
13 0.126 0.088 0.120 0.101
14 0.135 0.095 0.128 0.108
15 0.144 0.101 0.137 0.115
16 0.153 0.107 0.145 0.122
CARBIDE
END-MILLS
G2
MDTA
HF VH/UP
MEF
ALU
MEX/MH
UH/MH
HSS
END-MILLS
CARBIDE
BURRS
182
21/10/2021 12:09:22
Libro 1.indb 182 21/10/2021 12:09:22
Libro 1.indb 182